Литьё ювелирных украшений в домашних условиях
Приветствую, Самоделкины!Сегодня мы перенесемся в далекий Барнаул в ювелирную мастерскую, где Тимофей максимально подробно покажет вам, как создавалась специальная фанатская версия кольца для канала AlexGyver.
Самым распространенным способом изготовления в наколеночной ювелирке является литьё по выплавляемой из воска модели. Соответственно модель сначала делается из воска, так называемая восковка, а затем уже из нее делается литейная форма. Для изготовления восковки используется покупной ювелирный воск для моделирования. Удобнее начинать работу с кусочками воска, который можно сделать из круга, полученного выливанием воска на лист фольги.
Воск при помощи паяльника наносится на металлический палец нужного для кольца диаметра. Палец обернут фольгой для более простого снятия восковки в будущем.
Для резьбы по воску используются резцы, у Тимофея они самодельные.
Последовательность обработки заготовки такая: сначала снимаем лишнюю толщину восковых наплывов. Стружка будет использована для дальнейшего моделирования, наращивания модели там, где это будет нужно. И далее начинается сама резьба по воску, разметка букв и рисунка. Как вы понимаете — это искусство, и если оно вам не дано, то никакие инструкции не помогут. Литье литьем, а моделирование — процесс творческий, но в то же время в век современных технологий этот этап можно пропустить, печатая модели на 3d принтере.
Когда проведена разметка рисунка и букв, постепенно углубляются линии и удаляются лишние фрагменты из фона. И спустя не определенное количество времени модель становится похожа на то, что вы могли видеть на пальце автора канала AlexGyver. Затем железный палец убирается, фольга тоже.
 Далее идет не обязательная процедура снятия с модели слепка. Слепок позволяет быстро изготавливать восковки и тиражировать модель, например, для фанатов. Но в то же время, даже при изготовлении единичного изделия, одна восковка дает одну литейную форму, и чтобы ее не запороть, тоже можно сделать слепок на всякий случай, это как сохранится в игре или программе.
Далее идет не обязательная процедура снятия с модели слепка. Слепок позволяет быстро изготавливать восковки и тиражировать модель, например, для фанатов. Но в то же время, даже при изготовлении единичного изделия, одна восковка дает одну литейную форму, и чтобы ее не запороть, тоже можно сделать слепок на всякий случай, это как сохранится в игре или программе.Теперь в полученную форму можно вновь заливать воск, прямо расплавив и раскатав его паяльником. И получится еще одна модель, требующая конечно небольшой доработки, но в любом случае это в сотни раз быстрее, чем вырезать новую. Кстати, для изготовления кольца из металла будет использована копия, полученная из слепка.

Из чаши с расплавленным воском воск намазывается на литники, чтобы соединить их вместе. Это нужно для обеспечения правильного потока и кристаллизации распаренного металла. Далее следует процесс формообразования (или формовка). Полученную литейную елку нужно промыть от грязи и жира и закрепить в стальной трубе, где она будет заполнена огнеупорным гипсом. Трубка — это каркас, она называется опока.
Недостаточно просто залить, нужно полностью удалить из него все пузыри, иначе расплавленный металл их заполнит и тогда изделие покроется кучей мелких шариков, которые не везде будет возможно удалить и рисунок на модели будет испорчен.
Насос откачивает воздух из-под колпака, а столешница вибрирует от моторчика с эксцентриком. Таким образом из гипса выбиваются и выдуваются все пузыри. Гипс замешивается по времени, потому что процесс жестко ограничен. Гипс не просто грязь, которая засохнет. При замесе он жидкий и льется как кефир, но уже через 8-10 минут твердеет, так как в нем происходит химическая реакция. Если его перемешивать дальше в этом состоянии, то он вообще навсегда останется кашей.
В вакууме гипс закипает, из него выходит воздух. Сперва его вакуумируется сам замес, затем он разливается по опокам и вакуумируется снова. Это все нужно успеть сделать за 8 минут. В опоках гипс вновь закипает и поднимается, вот для этого и нужен скотч. Опока заливается до верху и гипс может начать вытекать. Через час-два после формовки гипс уже твердый, его можно обрабатывать механически.
Опоки распечатываются, убирается скотч, поставка с пластилином и выдергивается проволока. Таким образом открываются литники, ведущие к модели. Восковки уже исполнили свое предназначение, передав свою форму гипсу. Все, пути назад нет, восковая модель превратилась в восковую лужу, теперь нужно удалить из форм воду, ее там чуть ли не треть по массе.
Восковки уже исполнили свое предназначение, передав свою форму гипсу. Все, пути назад нет, восковая модель превратилась в восковую лужу, теперь нужно удалить из форм воду, ее там чуть ли не треть по массе.
Формы сейчас супер сырые, их нужно не просто просушить, а прокалить, чтобы из кристаллической решетки гипса вышла вся вода. Для этого печь должна плавно поэтапно поднимать температуру до 730-750 градусов и затем немного опустить ниже перед литьем. Этим занимается термоконтроллер. Прокалка под надзором термоконтроллера занимает 9 часов.
Литье будет производиться под давлением от силы инерции, и форма закрепляется в специальном высокотехнологичном устройстве. В качестве металла используется всякий серебряный лом и плавится обычной горелкой.
На раскаленный металл добавляется обычная борная кислота (продается в аптеке). Она становится масляной пленкой, которая покрывает металл и защищает его от окисления, поглощает шлаки и очищает расплав, в общем выполняет те же функции, что и при обычной пайке.
Далее для надежности идет второй флюс — это тетраборат натрия (он же бура), делает все то же самое, что должен делать обычный флюс. Плавящийся металл перемешивается титановой спицей. К слову, металл не льется в литники сам по себе, потому что сила поверхностного натяжения что скатывает его в ртутный шарик, не дает ему пролиться в тонкий коридор литейной системы. Для этого они сделаны тонкими, чтобы можно было расплавить и подготовить металл и только после этого разом заливать всю массу.
Переходим к обработке отливки.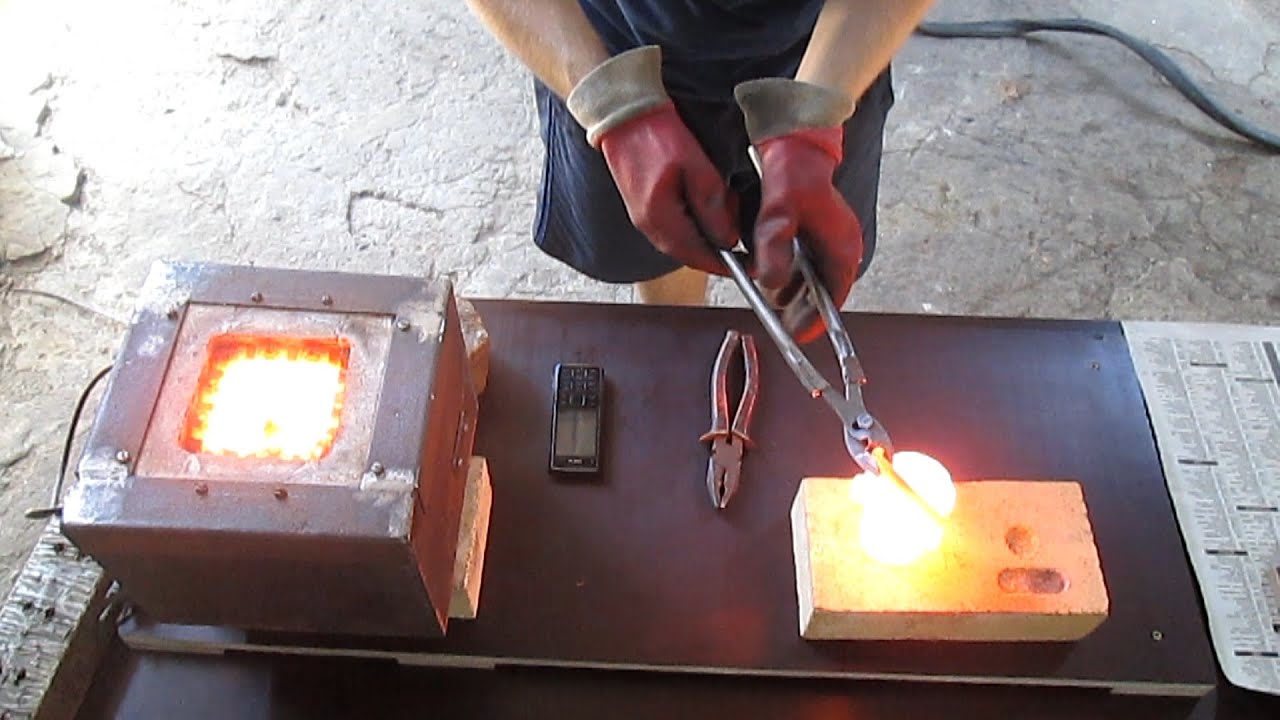 После откусывания или спиливания литников, отливку нужно обжечь докрасна, чтобы снять напряжение в металле и очистить от нагара литейной формы. После нагрева отливка опускается в раствор обычной пищевой лимонной кислоты из продуктового магазина и все это дело кипятится горелкой. Когда лимонная кислота кипит, она действует как реальная кислота — разъедает и смывает лишнее с металла, серебро становится белым.
После откусывания или спиливания литников, отливку нужно обжечь докрасна, чтобы снять напряжение в металле и очистить от нагара литейной формы. После нагрева отливка опускается в раствор обычной пищевой лимонной кислоты из продуктового магазина и все это дело кипятится горелкой. Когда лимонная кислота кипит, она действует как реальная кислота — разъедает и смывает лишнее с металла, серебро становится белым.
Обработку бормашиной начинаем с грубой наждачки – 600, и двигаемся в сторону уменьшения зерна. На отливке появился дефект – пора, его нужно запаять серебряным припоем. Изделие кладется на огнеупорную плитку, место пайки под огнем покрывается раствором все той же буры и борной кислоты. Флюс составляет белый налет, который после сплавляется и обеспечивает чистое спаивание.
Тонким титановым поводком (он так и называется), захватывается отрезанный кусочек серебряного припоя с содержанием серебра 72% и кладется на пору.
Далее следует полировка для придания поверхности блесков, а затем производится чернение или оксидирование, процесс искусственного состаривания в растворе серной печени.

Щепотка порошка плавится пока не вспыхнет, затем заливается водой и доводится до кипения. В полученном растворе серебро чернеет за считанные секунды.
Колечко готово. Вот так оригинальная восковая модель превратилась в блестящее серебряное колечко.
Благодарю за внимание. До новых встреч!
Видео:
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Литье дроби: описание процесса, необходимые материалы и приспособления, фото
На прилавках специализированных магазинов вниманию охотников представлен широкий ассортимент дроби. Данная продукция нумеруется, и у покупателей не должно возникать трудностей при выборе. Тем не менее, судя по отзывам потребителей, имеют место и задержки с поставками дроби. В таком случае охотнику придется довольствоваться тем, что есть в наличии. Некоторые занимаются литьем дроби в домашних условиях. Если кустарное производство выполняется по всем правилам, то свинцовые изделия получаются не хуже фирменных. Информацию о том, как произвести литье дроби своими руками в домашних условиях, вы найдете в данной статье.
Данная продукция нумеруется, и у покупателей не должно возникать трудностей при выборе. Тем не менее, судя по отзывам потребителей, имеют место и задержки с поставками дроби. В таком случае охотнику придется довольствоваться тем, что есть в наличии. Некоторые занимаются литьем дроби в домашних условиях. Если кустарное производство выполняется по всем правилам, то свинцовые изделия получаются не хуже фирменных. Информацию о том, как произвести литье дроби своими руками в домашних условиях, вы найдете в данной статье.
Знакомство с процедурой
Домашнее литье дроби осуществляется посредством источника тепла, металлической тонкостенной продолговатой коробки, в которой плавят свинец, подставки с отбойником и емкости, наполненной водой. В нее будет осуществляться подача дробинок и дальнейшее их охлаждение.
О расходном сырье
Ввиду того что свинец, добытый из кабеля, намного мягче, тем, кто решил заняться литьем дроби, опытные мастера рекомендуют добавлять более жесткий – аккумуляторный.
Последний представлен в виде пластин. Чтобы извлечь свинец для литья дроби, нужно аккуратно разобрать аккумулятор. Затем следует на некоторое время пластинки оставить на открытом воздухе, чтобы они просохли от кислоты.
После этого их обколачивают отверткой или напильником. Задача данной процедуры – убрать ненужные окислы. В конечном итоге должна получиться свинцовая решетка. О том, как лить дробь в домашних условиях, далее.
Первый способ
Литье дроби выполняется следующим образом. В тонкостенной коробке пробивают очень маленькое отверстие. Данный процесс можно облегчить при помощи напильника – достаточно с тары сточить часть металла. Отверстие должно получиться максимально маленьким. В таком случае процедура будет протекать гораздо легче. Далее следует взять подставку с отбойником и установить так, чтобы дистанция от нее к отверстию в коробке была в пределах 1-1,5 см.
В качестве емкости для охлаждения свинца подойдет заполненная водой литровая банка. Дистанция между ней и отбойником — до 2 см. В продолговатую коробку загружаются 100-граммовые свинцовые кусочки. После включается нагревательный прибор. По мере плавления металла по коробу легко постукивают. Капли расплавленного свинца должны падать прямо на ткань, которая натянута на отбойнике. Важно, чтобы материя всегда оставалась мокрой.
Дистанция между ней и отбойником — до 2 см. В продолговатую коробку загружаются 100-граммовые свинцовые кусочки. После включается нагревательный прибор. По мере плавления металла по коробу легко постукивают. Капли расплавленного свинца должны падать прямо на ткань, которая натянута на отбойнике. Важно, чтобы материя всегда оставалась мокрой.
В чем суть метода?
В момент соприкосновения расплавленного свинца с влажной тканью происходит испарение воды, образование пара, посредством которого капля подбрасывается вверх. В результате осуществляется ее частичное охлаждение. Окончательно затвердевание состоится уже в воде в приемной таре, в которой дробь приобретает шарообразную форму.
О сортировке
Судя по многочисленным отзывам, нередко дробинки получаются различных размеров. Обусловлено это тем, что в процессе литья дроби не всегда удается выдержать постоянную температуру и уровень расплавленного металла в коробе. В связи с этим в конце работы дробинки тщательно сортируют. Отделить деформированные изделия будет удобно при помощи гладкой и широкой доски. Ее необходимо расположить под наклоном. Далее на ее поверхность начинают сыпать дробь. Если свинцовая продукция без изъяна, то она скатится, деформированная останется. Затем начинают сортировать шарообразные дробинки. Чтобы они не отличались друг от друга размером, можно изготовить специальное сито из консервной банки. Лучше всего сделать несколько таких сит с ячейками разных диаметров.
Отделить деформированные изделия будет удобно при помощи гладкой и широкой доски. Ее необходимо расположить под наклоном. Далее на ее поверхность начинают сыпать дробь. Если свинцовая продукция без изъяна, то она скатится, деформированная останется. Затем начинают сортировать шарообразные дробинки. Чтобы они не отличались друг от друга размером, можно изготовить специальное сито из консервной банки. Лучше всего сделать несколько таких сит с ячейками разных диаметров.
Рекомендации специалистов
Как утверждают опытные мастера, важно не допустить перегрева свинца. В противном случае дробь получится бракованной. По мере плавления кусочки в короб следует загружать с противоположной стороны от отверстия. Если их класть рядом, то уже растопленный свинец начнет резко охлаждаться, что нежелательно. Не рекомендуется класть в короб большие порции, поскольку это приведет к повышению уровня растопленного металла, в результате чего вытекание из отверстия станет интенсивнее, а это также нежелательно, так как температура металла снизится. Готовая дробь в приемном сосуде не должна накапливаться. Данная рекомендация обусловлена тем, что свинец ближе к поверхности воды затвердевает не сразу. В итоге форма дробинок будет напоминать лепешку.
Готовая дробь в приемном сосуде не должна накапливаться. Данная рекомендация обусловлена тем, что свинец ближе к поверхности воды затвердевает не сразу. В итоге форма дробинок будет напоминать лепешку.
Изготовление дробинок с помощью мазута
Как утверждают специалисты, в данном случае отбойник не понадобится. Работать придется только с обычным ведром и плоской консервной банкой. Вначале в ней следует пробить несколько небольших одинаковых отверстий. Делать их нужно одним и тем же предметом. В таком случае размеры дробинок будут одинаковые. Нужно, чтобы отверстия получились с торчащими внутрь заусенцами. Такая конструкция предотвратит произвольное вытекание расплавленного металла. В ведро сначала вливают воду, затем — мазут. Делать это нужно очень аккуратно, чтобы жидкости не смешались друг с другом. Расстояние от банки до поверхности с мазутом не должно превышать 15 мм.
Свинец плавят в отдельном коробе. Затем его начинают лить в банку с отверстиями. Чтобы свинец мог отрываться, по банке слегка постукивают..jpg) Чтобы расплавленный металл не застывал, мазут следует поджечь. Именно в слое мазута происходит обкатка дробинок, которые далее, опустившись в воду, окончательно застывают. Судя по отзывам, свинцовые изделия получаются с небольшими хвостиками. Поэтому после литья дробинки тщательно обсушиваются и обкатываются.
Чтобы расплавленный металл не застывал, мазут следует поджечь. Именно в слое мазута происходит обкатка дробинок, которые далее, опустившись в воду, окончательно застывают. Судя по отзывам, свинцовые изделия получаются с небольшими хвостиками. Поэтому после литья дробинки тщательно обсушиваются и обкатываются.
Литье с помощью горячей воды и поролона
В данном случае в приемную емкость заливают воду, которую предварительно нагревают до ста градусов. В качестве такой тары используют обычное ведро, миску или кастрюлю. Ввиду того что в таком температурном режиме расплавленный свинец достигает дна не затвердевшим, имеется риск, что дробинки начнут сминаться. Поэтому домашние умельцы выстилают днище ведра тонким поролоном. В итоге свинец, попав в емкость с горячей водой, на дно опускается мягко, не деформируясь.
Дробинки могут в приемной емкости сплавляться друг с другом. Это произойдет, если они будут с консервной банки падать последовательно. Специалисты рекомендуют лить свинец круговым движением. Расстояние от емкости с расплавленным металлом до приемника должно составить не менее 50 см. Судя по отзывам, с помощью этого способа в домашних условиях получается неплохая дробь шаровидной формы.
Расстояние от емкости с расплавленным металлом до приемника должно составить не менее 50 см. Судя по отзывам, с помощью этого способа в домашних условиях получается неплохая дробь шаровидной формы.
О шлифовке
Независимо от того, какой способ литья был выбран, свинцовая дробь обязательно подвергается заключительной процедуре, которая представлена шлифовкой. Для этого мастеру понадобятся графитовый порошок и стеклянная банка или бутылка. Порошок добывают из обычного карандаша. Шлифуется дробь просто.
Достаточно в емкость засыпать полученные методом литья уже готовые свинцовые изделия. Туда же нужно всыпать сточенный стержень карандаша. Далее бутылку следует плотно закрыть и выполнить утряску. Как утверждают опытные мастера, одним стержнем можно обработать до 8 кг дробовой продукции. Самодельные дробинки, прошедшие процедуру шлифовки, практически не отличаются от заводских.
Меры предосторожности
Поскольку свинец является очень токсичным материалом, его вместе со всеми принадлежностями для литья дроби обязательно нужно хранить в твердой закрывающейся таре. Также дробь можно завернуть в полиэтилен. Свинец и продукцию из него в жилом помещении держать нельзя. Лучше, если это будут сарай, гараж или балкон.
Также дробь можно завернуть в полиэтилен. Свинец и продукцию из него в жилом помещении держать нельзя. Лучше, если это будут сарай, гараж или балкон.
Литье металлов в домашних условиях
Изготовление литых деталей пользуется значительным спросом, но, по общепринятому заблуждению, для их производства потребуется не только определенная технология, но и серьезные производственные мощности. На самом деле, литье металлов в домашних условиях — это не миф, а реальность. Причем справиться с ним способен практически любой домашний мастер-любитель. Благодаря этому изготовление литых деталей на дому можно превратить в выгодный и успешный бизнес.
Естественно, в домашних условиях можно организовать изготовление деталей простой формы из легкоплавких металлов и сплавов. Для этого в формовочном ящике (опоке) изготавливается литейная форма (сам ящик можно сделать из неструганых досок). По своим размерам опока должна быть примерно в 1,5 раза больше детали и иметь две части — нижнюю и верхнюю. Между собой части соединяются с помощью фиксаторов, установленный на нижней части опоки, а на верхней рамке выполняются специальные углубления.
Между собой части соединяются с помощью фиксаторов, установленный на нижней части опоки, а на верхней рамке выполняются специальные углубления.
Формовочная земля представляет собой смесь из чистого мелкозернистого песка (75%), 20% глины, 5% каменноугольной пыли. Все компоненты смешиваются до однородной массы. Модель может быть выполнена практически из любого материала, также можно использовать уже готовые детали.
Технология литья металлов в домашних условиях очень проста. В нижнюю часть опоки насыпается формовочная земля, в которую наполовину вжимается модель будущей детали. При этом нужно следить, чтобы все части модели легко вынимались из формы. После этого части опоки скрепляются, в неответственной части детали устанавливается пробка для формирования литника. После этого в опоку насыпается еще слой формовочной земли. Модель необходимо вынимать из опоки очень аккуратно, чтобы не повредить форму.
После того, как обе половинки формы подсохли, их соединяют между собой и сжимают — форма готова к заливке металлом. Сам металл плавится в стальной или чугунной емкости и заливается в подготовленную форму через литниковое отверстие. Для плавления можно использовать горн или муфельную печь. Металл необходимо выдержать в печи после расплавления в течение 4 — 5 минут. Это поможет качественно заполнить форму даже в тонких местах. Металл заливается тонкой непрерывной струей.
Сам металл плавится в стальной или чугунной емкости и заливается в подготовленную форму через литниковое отверстие. Для плавления можно использовать горн или муфельную печь. Металл необходимо выдержать в печи после расплавления в течение 4 — 5 минут. Это поможет качественно заполнить форму даже в тонких местах. Металл заливается тонкой непрерывной струей.
После полного остывания металла готовая деталь вынимается из формы. После этого остается обработать поверхность детали. Этот способ домашнего литья самый простой. Существуют и более сложные технологии, позволяющие получать изделия высокого качества и точности.
Интересные идеи изделий из металла своими руками
У владельцев гаражей и дачных сараев часто возникает вопрос, что делать с металлоломом, накопившимся внутри и вокруг помещений. Декоративно-прикладное искусство является древнейшим видом народного творчества. Изделия из металла всегда занимали одно из главных мест в этой сфере человеческой деятельности. Освоив один из видов мастерства народных умельцев, можно решить многие вопросы, связанные с металлическими отходами.
Освоив один из видов мастерства народных умельцев, можно решить многие вопросы, связанные с металлическими отходами.
Виды художественной обработки металла
В наше время люди стали забывать о том, что в далёком прошлом для того, чтобы выжить, нужно было не только умело пользоваться мечом и луком, но и быть хорошим мастером. Многое приходилось делать своими руками. Что можно сделать из железа? Как и раньше человек не представляет своей жизни без изделий из металла. По-прежнему мы желаем иметь не только надёжные орудия труда, но и красивые. Здесь не обойтись без искусного мастера. Однако любой из нас наделён самобытным мышлением и может стать художником. Просто надо решиться на это.
Любому началу предшествует выбор. Чтобы выбирать надо знать, какие варианты имеются. Художественная обработка металла — очень обширная область народного творчества. Вот основные виды этого древнего прикладного искусства:
- Художественная ковка.
- Чеканка и изготовление жестяной посуды.

- Художественное литьё.
- Ювелирное творчество.
- Монументальное творчество.

Художественная обработка металла широко распространена на территории России. Село Павлово Нижегородской области ещё при Петре I славилось мастерством своих кузнецов. Филигранные изделия ярославских мастеров ювелирного дела до сих пор восхищают любителей украшений. А кто не знает о дагестанских и осетинских мастерах художественной чеканки! Тульское литьё и неповторимые творения умельцев из Златоуста! Можно до бесконечности перечислять многочисленные центры такого искусства, отличающиеся удивительной самобытностью и чарующей взор неповторимостью.
Выбор очень обширный. Многие начинающие мастера стараются охватить необъятное, стараясь осваивать все виды сразу. Однако проверено временем, что лучше браться за что-то одно. Накопив достаточные навыки, можно пробовать новый вид искусства.
Самый лучший вариант — стать настоящим мастером в одной из вышеперечисленных сфер.

Кузнечное искусство
Профессия кузнеца — одна из самых древних. Это дело для настоящих мужчин, ведь для работы в кузнице нужно не только художественное чутьё, но и не дюжие физические данные. Кузнецы всегда были символом богатырской силы.
Что можно делать своими руками на продажу в кузнице. Вот перечисление некоторых широко востребованных кованных творений:
- Решётки на окна и двери.
- Отделка фасада дома.
- Декоративные заборы и беседки.
- Оградки на могилы.
- Декоративные изделия для интерьера.
Это далеко не весь перечень того, что можно сотворить в хорошей кузнице. На одних подковах, при современном помешательстве людей на суевериях, можно жить безбедно. Но для кузнечного дела надо иметь кузницу, оборудованную всем необходимым. Само собой, это потребует значительных капиталовложений.
Все вложения непременно окупятся, если кузнечное дело освоить всерьёз.

Жестяное творчество
Наиболее распространённая и доступная область для поделок на продажу своими руками это, конечно же, чеканка. Многие пробовали этот вид творчества, когда старались из фольги от конфеты состряпать маленькую картинку, выдавливая на ней нехитрый рисунок. Для работ по жести понадобится специальный инструмент, но он намного дешевле кузнечного. К тому же многое можно сделать своими руками из старых инструментов, хранящихся в гараже.
Изделия из листового металла требуют дополнительных приспособлений. В частности, для отпуска металла нужна горелка. Это может быть паяльная лампа или переделанная для этой цели газовая плита. Не обойтись в такой работе и без специальных резцов и чеканов. Кроме всего этого, для обработки чеканок и других металлических творений, созданных в домашних условиях, необходимы химические реактивы для обработки поверхности и деревянные колодки для крепления самоделок.
Многие задаются вопросом, какую жесть или металл можно использовать для чеканок. Здесь выбор за мастером. Материал может быть самым разным: от жестяных банок до металлопрофиля.
Для наглядности простейшая схема изготовления чеканки из консервной банки. Есть желание украсить декоративную раму для зеркала круглыми металлическими розетками? Для этого понадобится несколько консервных банок, ножницы по металлу, молоток, небольшая наковальня, лист толстой резины для подложки, трафарет рисунка узора, стек для выдавливания, чекан для декорирования фона. Для чеканки из тонкой жести круглый острый чекан можно сделать из простого гвоздя или отвёртки. Итак, схема работ:
- Вырезать из банок заготовки максимальных размеров.
- Выравнять на наковальне пластины заготовок.
- Нанести через трафарет рисунок выбранного узора или изображения.
- Продавить стеком линии выпуклых частей.
- Перевернуть заготовку и продавить самые низкие линии.
- Если необходимо выровнять фон, делать это нужно с помощью специального чекана. Острым чеканом можно сделать точечную насечку и так выровнять и выделить фон.
- Острыми плоскими чеканами выделить ярко выраженные грани орнамента. Также это можно делать точечной пробивкой остроконечным чеканом.
- Отшлифовать поверхность. Чаще всего для консервных банок этот пункт не актуален.
- Используя кислоту, можно зачернить часть розетки, что придаст ей дополнительную привлекательность.
- Обрезать лишний металл по краям и прикрепить украшение на раму зеркала.

Кроме чеканок из тонкого металла можно изготовить посуду, различные простейшие инструменты для сада и дачи.
Литьё и сварка
Когда ставится вопрос о декоративном литье, первое, что приходит на ум — это оловянные солдатики. Действительно, олово и свинец, очевидно, самые доступные виды материала для подобного творчества. Помимо солдатиков, можно отливать любые фигурки и успешно продавать на рынке. Соорудив у себя на даче специальную печь, можно заняться литьём более занятных вещей из меди. Важное условие для этого — это соблюдение правил техники безопасности. В первую очередь следует помнить о пожарной безопасности, иначе выгодное предприятие может стать главным разорителем.
Действительно, олово и свинец, очевидно, самые доступные виды материала для подобного творчества. Помимо солдатиков, можно отливать любые фигурки и успешно продавать на рынке. Соорудив у себя на даче специальную печь, можно заняться литьём более занятных вещей из меди. Важное условие для этого — это соблюдение правил техники безопасности. В первую очередь следует помнить о пожарной безопасности, иначе выгодное предприятие может стать главным разорителем.
Когда речь идёт о литье, можно вспомнить о монументальном творчестве по металлу. Здесь без сварки не обходится практически ни один художник. Любая ненужная металлическая безделица может стать деталью будущей скульптуры в дачном дворе.
Сварка поделок из металла своими руками сегодня в модном топе. В наше время многие уделяют большое внимание оригинальности дизайнерских решений загородных усадеб. Авангардные скульптуры фигур самых немыслимых форм из металлолома могут стать отличным решением по выполнению подобных задач. Сварной шов сам по себе может служить отличным декором.
Само собой, для подобных работ понадобится сварочный аппарат и специальное снаряжение. Важно помнить, что расходный материал придётся покупать. Поэтому стоит посчитать расходы прежде, чем начинать заниматься этим видом творчества.
Стоит учесть, что литые и сваренные изделия неплохо гармонируют с деталями, изготовленными на токарном станке. Небольшие фигурки сказочной совы, зайчика или белочки пользуются хорошим спросом у любителей антиквариата.
Реализация металлических поделок
Главная цель создания кованных решёток с красивыми узорами, великолепной чеканки, изумительных оловянных солдатиков или необычной скульптуры из запчастей старого Запорожца — это заработок. Важно подумать о том, как продать свои творения.
В этом деле не обойтись без помощи рекламы. Интернет — лучшая рекламная площадка. Стоит поделиться со всеми знакомыми желанием продать свое творение, попросить их о помощи, чтобы они передали информациею своим друзьям. Есть специальные сайты для подобных объявлений. Наконец, можно воспользоваться услугами интернет-магазинов.
Есть специальные сайты для подобных объявлений. Наконец, можно воспользоваться услугами интернет-магазинов.
Но не стоит пренебрегать старым проверенным способом — пойти на рынок и постараться продать изделия собственноручно. Можно обратиться в местные коммерческие учреждения, специализирующиеся на продаже сувениров и художественной продукции. Важно помнить, что под лежачий камень вода не течёт. Поэтому, если хотите заработать, то не сдавайтесь и успех непременно придёт.
Изготавливать собственноручно что-то стоящее из ненужного — это не только интересное, но и довольно доходное дело. Оно способно улучшить не только настроение, но и материальное положение.
BackyardMetalcasting.com … Литье металла в домашних условиях. Информация. и обновления: — 25 февраля 2018 г. —
Немного вкусностей Эволюция горелок на отработанном масле | Проект чоп-пилы | Планы мюллера Джорджа Вонторна | Фляги алюминиевые | Плавильный чугун | Литье из латуни и бронзы | Мини-вагранка для плавки чугуна | Печь для кофейных банок | Часто задаваемые вопросы | Общие металлические проекты ФОРУМЫ по литью металла теперь являются частью AlloyAvenue.com — доска объявлений для слесарей. Создайте профиль, разместите фотографии проекта, блоги, вопросы / комментарии и т. Д.! | ||||
| Конструкции печей | Инструменты и материалы | |||
Здоровенная Харриетт
Пришло время буквально и образно «поднять его на несколько градусов» и построить большую печь, способную выдерживать многократные плавки железа. Харриетт родилась из этого желания, и она довольно красива! Харриетт родилась из этого желания, и она довольно красива!Печь для кофе Даже большая банка из-под кофе подойдет для постройки простой газовой печи. Печь «2 бакса» К сожалению, «2 доллара» — это не стоимость постройки печи! Относится к конструкции на базе 2-х ковшей. Он сжигает пропан, и хороший скраундер может построить его менее чем за 10 баксов! Перейти к детали; 1, 2, 3 Горшок тигельная печь Расплавьте металл в глиняном цветочном горшке! Стало легче ??! (Буклет для начинающих). Печь из грязи и кирпича Поиск печи еще проще? Дымовая труба печи Я пользовался этой печью больше года.Внутренняя камера была сделана из глиняной трубы дымохода. Так что, если люди говорят, что это не сработает (как я читал на «rec.crafts.metalworking»), скажите им , заткнись с их теориями , потому что это работает и работает хорошо! Ломать металл в барбекю Нет, гриль для барбекю — это не печь, но когда дело доходит до разрушения больших кусков алюминия, этого достаточно.  | Корпус из алюминиевой колбы
Большинство любителей строят фляги из дерева.Я поднимаю его на несколько градусов и делаю свой из алюминия. Самодельные алюминиевые шкивы Приятно иметь практически неограниченный запас шкивов. Перейти к детали; 1, 2, 3 Огнеупоры домашние Похудейте на самодельных огнеупорах. Тигли из строительной стали Я знаю, что не у всех есть доступ к сварщику, поэтому не каждый сможет сделать свои собственные тигли, как этот. Но эй … на это все еще интересно смотреть. Перейти к детали; 1, 2 Моя ранняя установка литейного производства (около 1999 г.) Если кто-либо из них из тех групп новостей по искусству-металлу попытается сказать, что должен использовать графитовые или другие экзотические тигли, и что дорогое коммерческое оборудование — это вариант только для , тогда пришлите их сюда! Формовочный стол Мне надоело лепить формы на полу, поэтому я построил этот простой формовочный стол.  | |||
| Литейный (фундре) н., Пл. -сушит. 1. Место плавления металла. 2. Полный комплект оборудования для плавки и литья металла, особенно. для любителей на заднем дворе. | ||||
| Чугунное литье и мазутное топливо | Машины | |||
| Плавильное железо
Плавление чугуна больше не является прерогативой промышленных предприятий.Человек может построить доменную печь и расплавить ее на своем заднем дворе. Я сделал это! Перейти к чугунолитейной части; 1, 2, 3, 4, 5, Мини-вагранка для плавки чугуна Смотри, как я плавлю железо в своей самодельной доменной печи! Перейти к детали; 1, 2, скрапирон, скрапирон 2, купол против отработанного масла Горелки на отработанном масле Из отработанного масла для жарки и из отработанного моторного масла получается фантастическое топливо, если оно находится в хорошей горелке для отработанного масла. 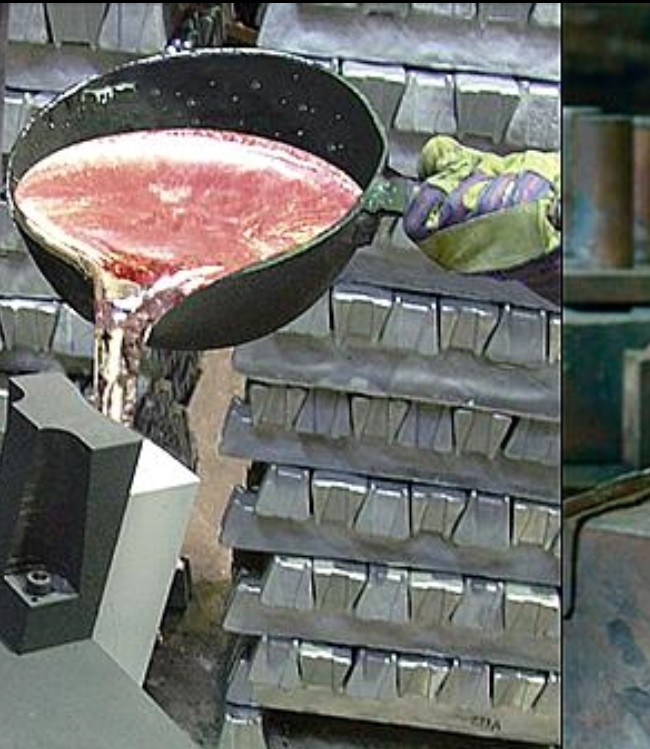 Здесь продолжаются эксперименты с горелками на отработанном масле, и технология постоянно совершенствуется.Перейти к части горелок; 1, 2, 3, 4, 5, 6, 7, 8, 9, масло для жарки Vs. моторное масло, подробнее … Здесь продолжаются эксперименты с горелками на отработанном масле, и технология постоянно совершенствуется.Перейти к части горелок; 1, 2, 3, 4, 5, 6, 7, 8, 9, масло для жарки Vs. моторное масло, подробнее …Отработанное масло Vs. Пропан Матч за «лучшее литейное топливо» продолжается, последний раз в 2002 году это был уголь против угля. пропан. Теперь это пропан против. отработанное масло. Пропан падает влево … Счетчики отработанного масла сильным ударом правой рукой … Сделаем литье по металлу нарицательным. | Проект абразивной отрезной пилы
Взгляните на мои успехи в разработке и производстве полнофункциональной абразивно-отрезной пилы для тяжелых условий эксплуатации (a.k.a. отрезная пила) с лезвием 14 дюймов с нуля. Перейти к деталям 1, 2, 3 Изготовление токарного станка по металлу Ага, я строю. И тебе лучше поверить, что я сильно похвастаюсь, когда закончу … Иди к расставанию; 1, 2, 3, 4, 5, 6, 7, 8 Уничтожение большого токарного станка по металлу Если вы когда-нибудь действительно хотели что-то сломать, вам это понравится.  Купи себе машину и заткни ее! Купи себе машину и заткни ее!Развлечение с плазменным резаком Я наконец купил плазменный резак и очень им доволен.Проверьте резку блоков цилиндров из чугуна! | |||
| Депозитарий прочих проектов Депозитарий — это «мини-страница», на которой перечислены мои хобби-проекты, которые либо не имеют отношения к литью по металлу, либо используют только минимальное литье. Ниже приведены лишь некоторые из моих любимых, полный список находится на странице депозитария. | ||||
Ответы по электронной почте Я ценю электронные письма, которые я получаю от посетителей этого веб-сайта. Я прочитал все из них (если я не ошибаюсь в названии электронного письма как спам или нежелательную почту) , но я отвечаю только примерно на 30% из них .Обычно в этом нет ничего личного против отправителя, просто иногда мне не хочется отвечать на все эти электронные письма! Поэтому для вопросов я собрал эту страницу с часто задаваемыми вопросами. | ||||
| Пропан и газовое топливо Mapp® | Общее формование и литье | |||
| Газовая горелка Mapp®
Я соорудил горелку, которую можно заправлять одноразовыми баллончиками с газом Mapp или пропаном.Даже бак-гриль с регулятором НИЗКОГО давления! Горелки с принудительной подачей воздуха Эксперимент с воздуходувками на газовых горелках. Монтаж пропановой системы После 3 лет использования угольной печи я наконец перешел на пропан. Вот как я подключил буровую установку. Пропановые горелки самодельные! Древесный уголь мне очень понравился, но мне пришлось перейти на пропан. Из обычных деталей сантехники можно построить горелки для плавления любого металла от свинца до железа.  Пропан Vs. Уголь Я произвел непредвзятое сравнение двух печных топлив, чтобы увидеть, какое из них лучше. Раструб листового металла Если вы хотите использовать горелку вне печи, вам, вероятно, понадобится факел. Сделать их легко и дешево. | Обязательно загляните в гостевые галереи! Литье из латуни и бронзы Вот где я серьезно отношусь к литью латуни и бронзы. Если эти металлы вас интересуют, то эти страницы тоже должны быть. Перейти к детали; 1, 2, 3 Как смешивать формовочный песок На этой странице показаны шаги, которые я предпринимаю, чтобы смешать зелень и песок. Слиток литье Просто страница, на которой изображена стопка слитков, которые я сделал, пара фотографий разливаемого металла и т. Д. Дефекты литья Признайтесь, что-то может пойти не так с кастингом, но мы можем попытаться предотвратить это. | |||
Нравится этот сайт? Расскажи, пожалуйста, другу! | ||||
| «Обязательно посмотрите» гостевые страницы! Оцените самодельный горизонтальный фрезерный станок Брюса Мецгера! имбирного дизайна! Сварочный аппарат Тима Вильямса, созданный из трансформатора для микроволновой печи! Проверьте ВСЕ гостевые страницы! | ||||
| Прочее | Продам вещи! | |||
Cast (Каст) v. литье, литье 1. Формование путем заливки в форму. 2. Оттиск, сформированный в форме. литье, литье 1. Формование путем заливки в форму. 2. Оттиск, сформированный в форме.Галереи металлообработки Галереи больше не ограничиваются литейным материалом! Посмотреть фотографии проектов других слесарей. Вы можете включить свой. Часто задаваемые вопросы Получите ответы на некоторые вопросы, которые я часто получаю по электронной почте. Надеюсь, это сэкономит нам всем время. По мере необходимости добавляются новые вопросы и ответы. Ссылки на другие сайты Ссылки на другие веб-сайты, посвященные металлообработке и металлообработке, и поставщикам. | Строительный комплект печи
Постройте свою собственную литейную печь с помощью одного из этих наборов! По завершении у вас будет печь, которой можно гордиться! Книжный магазин по металлообработке Ценные книги по металлообработке от Amazon.com! Пожалуйста, поддержите лабораторию и купите (мы тут разорились!). Буклеты Краткие информационные буклеты, изданные BackyardMetalcasting.  com. Они быстро доставят вас к ! com. Они быстро доставят вас к ! Вы видели литье по металлу в кино или телешоу? В этом месте около плавки металла дома ! | |||
ВНИМАНИЕ! Металлообработка может быть опасной, особенно при несоблюдении надлежащих мер безопасности.Из-за различий в материалах, изготовлении и других переменных нет никаких гарантий относительно информации на этом веб-сайте. Это просто то, что мне удалось в моих собственных экспериментах, и не более того. Я не несу и никогда не буду нести ответственность за какие-либо травмы, потери или повреждения, независимо от того, насколько серьезными / серьезными или незначительными могут быть последствия выполнения кем-либо, кроме меня, инструкций, диаграмм, советов, планов и / или общей информации на этом веб-сайте. . В металлообработке и связанных с ней видах деятельности всегда есть опасности, и я пытаюсь указать на них, но ни я, ни этот веб-сайт не намерены и не обязаны упоминать какие-либо известные или неизвестные опасности. | ||||
 com и публикуйте фотографии и видео своего проекта, пишите в блоге, используйте форум и многое другое.
com и публикуйте фотографии и видео своего проекта, пишите в блоге, используйте форум и многое другое. Надеюсь, он ответит на ваши вопросы, и вам не нужно будет отправлять их мне по электронной почте. Кроме того, доска объявлений по литью металла — это место, где можно встретиться и получить ответы на вопросы.
Надеюсь, он ответит на ваши вопросы, и вам не нужно будет отправлять их мне по электронной почте. Кроме того, доска объявлений по литью металла — это место, где можно встретиться и получить ответы на вопросы. Будьте осторожны, черт возьми!
Будьте осторожны, черт возьми!Металлические слитки для любительского литья, в том числе оловянные слитки и свинцовые и оловянные сплавы.
- Irish Тел .: + 353-26-40222
- Prince August, 1 Kilnamartyra, Macroom, Co.Корк, P12 FN79, Ирландия. Номер плательщика НДС: IE 826 948 4W
- евро
- Регистрация
- Войти в систему
Подробнее
- Дом
- Новинки
- Все новинки
- Формы для шахмат из ячменя
- Рождественские украшения
- Великие силы форм 1900-х годов
- Формы Семилетней войны
- Семейные наборы для рукоделия
- Формы для фей
- Лидеры Ватерлоо
- Семейное ремесло
- Хобби кастинг
- Все хобби кастинг
- Распродажи и акции
- Акция месяца
- Больше форм
- Все другие формы
- Формы для шахмат
- Формы рыцарей
- Прусские формы 1752
- Римские войны формы
- Формы для игрушечных солдатиков
- Викинги | Отливки саксов
- Великие северные войны (1700-1721)
- Все Великие северные войны (1700-1721)
- Каролинер Формы
- Формы для ирландских диких гусей
- Французские полки 1750
- 54-мм формы 1900-х годов
- Holger Eriksson HE Molds
- Все пресс-формы Holger Eriksson HE
- Ковбои и индейцы ОН
- Holger Eriksson Animals HE формы
- Военные формы HE от Holger Eriksson
- Holger Eriksson Modern Soldiers 1958 HE пресс-формы
- Holger Eriksson Sports HE Формы
- Фэнтези игры
- Все игры Fantasy
- Формы Fantasy 25 мм
- 25-мм классика фэнтези
- Формы Fantasy 32 мм
- Наполеоновские формы
- Все наполеоновские формы
- 54-мм наполеоновские комплекты
- 25-мм битва при Аустерлице
- 25-миллиметровые наполеоновские формы
- Формы для сезонного декора
- Формы для всесезонного декора
- Формы для рождественского декора
- Формы для Рождества
- Формы для пасхального декора
- Формы для декора Хэллоуина
- Формы для Семилетней войны
- Все формы семилетней войны
- Артиллерийские формы
- Австрийские формы
- Битва при Россбахе 1757 г.
- Французские формы
- Прусские формы
- Российские формы
- Принадлежности
- Все аксессуары
- Стартовые наборы для хобби
- Краски и кисти
- Все краски и кисти
- Аэрозоль
- Модельные акриловые краски
- Флуоресцентные краски
- Краски Грунтовки
- Металлический акрил
- Пакеты красок
- Среды | Глазури | Маски | Лак
- Прозрачные акриловые краски
- Кисти для рисования моделей
- Литье металлов
- Каталоги
- Набор для гадания на молибдомантию
- Плавильный котел для припоя
- Инструменты и аксессуары
- Warzone
- Вся зона боевых действий
- Баухаус Мега Корп
- Церковь Братства
- Capitol Mega Corp.
- Cybertronic Mega Corp.
- Армии Темного Легиона
- Imperial Mega Corp.
- Племена земных армий
- Все племена земных армий
- Племя крискентинов
- Лютеранское племя
- Сыновья племени Распутина
- Племя тамплиеров
- Mishima Mega Corp.
- Аксессуары Warzone
- Ирландские подарки
- Все ирландские подарки
- Битва при Бойне
- Оловянные шахматы
- Все наборы для оловянных шахмат
- Раскрашенные вручную шахматные наборы
- Антикварные готовые шахматные наборы
- Шахматные доски
- Плоские сезонные украшения
- Миниатюры Ирландских героев
- Все миниатюры ирландских героев
- Ручная роспись ирландских героев
- Антикварные ирландские герои отделки
- Ирландские лепреконы
- Миниатюры ирландских диких гусей
- Все миниатюры ирландских диких гусей
- 1-я ирландская бригада
- Легион Ирландия
- Легендарные кельты
- Все легендарные кельты
- Миниатюры античной отделки
- Раскрашенные вручную миниатюры
- Фигурки Рождества
- Маленькие сокровища
- Заказчики из сферы образования
- Образовательные клиенты
- Проекты
- Наука
- Безопасность
- Торговые клиенты
- Опора
- Поддержка
- Учебники
- Учебники
- Таблица поиска неисправностей литья
- Таблица металлических сплавов
- Отливка металлических миниатюр из резиновых форм принца Августа
- Литье металлических миниатюр из резиновых форм принца Августа
- Литье металлических миниатюр из резиновых форм принца Августа: Часть 2
- Отливка металлических миниатюр из резиновых форм принца Августа: Часть 3
- Литье металлических миниатюр из резиновых форм принца Августа: часть 4
- Хранение и очистка металлических миниатюр
- Хранение и очистка металлических миниатюр
- Хранение и очистка металлических миниатюр: часть 2
- Хранение и очистка металлических миниатюр: Часть 3
- Склеивание металлических миниатюр вместе
- Роспись металлических миниатюр
- Роспись металлических миниатюр
- Роспись металлических миниатюр: Часть 2 — Приемы
- Роспись металлических миниатюр: Часть 3 — Телесный оттенок и глаза
- Покраска металлических миниатюр: часть 4 — Последние штрихи
- Покраска металлических миниатюр: часть 5 — Расширенные приемы
- Покраска металлических лошадей
- Отливка рождественского набора принца Августа
- Как сделать Рождество стабильным
- Литье металлической катапульты
- Ролики
- Где купить
- Где купить
- Центр посетителей
- Розничные продавцы
- Оптовики и дистрибьюторы
- Информация
- Информация
- Галереи
- Галереи
- Галереи — Новые материалы
- Галереи — Новые материалы
- Дэвид Хупер — шахматы с ячменным зерном
- Галерея Грэма Маршалла | 40-мм диорама Битва при Миндене
- Иэн Бьюли — Галерея игрушечных солдатиков
- Альбом Магги Пьерлуиджи | Фигурки Karoliner в масштабе 40 мм
- Майкл Берк | Майкл Коллинз Нарисованная фигура.
- Рождественские украшения Bjorn Levin и Susanne Hallgren
- Галерея Карла Путмана
- Галерея Рауля Рус Валенсуэла
- Галерея принца Августа Тадга О’Риордана
- Галерея Дениса и Мариана Калницких со сценой охоты.
- Антония Тапиа Карраско Наполеоновская галерея
- Пэт Секстон — Использование прусских слепков для создания уникальной пехоты для Семилетней войны.
- Тим Уайт — Игрушечные солдатики
- Дэвид Олив Галерея игрушечных солдатиков
- Сергей Шарандов галерея игрушечных солдатиков
- Галерея Яна Арнердала
- Галерея Стива Метерингема
- Галерея Александра Отрощенко
- Алфи Холл «Принц Август бросил солдат, использовавшихся на моделях железных дорог».
- Галерея Эндрю О’Махони
- Галерея Bearfos Lair
- Галерея Габриэле де Маринис
- Галерея Жана Клода Мишеля
- Галерея Джона Куттса
- Галерея Джона Любинского
- Галерея Джона О’Брайена
- Галерея Марселя де Конинга
- Галерея Майка Лихи с фигурами Гражданской войны в США
- Галерея Нико Кристенсена
- Галерея Скотта Даммитта
- Галерея Vive l’Empereur
- Галереи — Архивные материалы
- Галереи — Архивные материалы
- Алан Дж. Галерея Келси
- Галерея Эндрю Блэкмора
- Галерея Брайана Хоппера
- Галерея Брианны Лайонс
- Галерея Кристофера Титча
- Галерея Крейга Белона
- Галерея Дэна Элмора
- Галерея Дидрика Эренборга
- Галерея Дидрика Эренборга
- Галерея Didrik Ehrenborg — Hobbymässan 2008
- Галерея Дидрика Эренборга — Hobbymässan 2008 # 2
- Дидрик Эренборг, Viking Party использует нашу линейку Vikingar
- Дидрик Эренборг — Каролинерская кавалерия
- Галерея Hamilton Collection
- Галерея Иэна МакКейга
- Галерея Яна Зентена
- Галерея Джеффри Ла Белля
- Галерея Иоахима Шульца
- Галерея Джо Крэнкшоу
- Галерея Колос Марчелл
- Галерея Лесли Ло
- Галерея Магнуса Олссона
- Галерея Marcellinus Blanks
- Галерея Марко Воланте
- Галерея Мишеля де Бремекера
- Галерея Питера Шунка
- Галерея Рэя Бриджмена
- Галерея Рона Хипи
- Галерея Росс Макфарлейн
- Галерея Стефана Вегмюллера
- Галерея Стива Кэди
- Галерея Тодда Шелдона
- Конкурс диорамы Warzone ’08
- Галерея Ива Литара
- Введение
- Пресс
- Нажмите
- Коллекционер игрушечных солдатиков апрель 2016 г. | Статья Джеймса О’Коннора
- Журнал Opinion — Том 38 No.12 декабря 2015 г.
- Газета Коркман, май 2015 — Битва при Ватерлоо на фабрике игрушечных солдатиков.
- Журнал Toy Soldier Collector, февраль 2014 г.
- Статья SouthernStar о награде принца Августа на сайте Tripadvisor в 2013 году.
- Статья Cork Examiner о фабрике игрушечных солдатиков принца Августа в конце августа 2013 г.
- Профиль пробки: Ларс Эдман — Cork Independent 24-1-2013
- Властелин колец в Кильнамартире
- Архив прессы
- Архив прессы
- Благотворительный фестиваль гонок, Ипподром Леопардстауна
- Солдаты удачи — образцовая армия в процессе становления — The Irish Times 23 августа 2002 г.
- Ирландский экзаменатор — Кэтрин Кетч — победители конкурса молодых ученых 2009 года Лиам Маккарти и Джон Д.О’Каллаган совершает поездку по фабрике игрушечных солдатиков со своей школой в Кинсейл
- Ирландский экзаменатор — Джо Керриган — Пета Хадсон, принц август Художник, интервью.
- Chakoten Отзыв Клауса Могенсена
- Обзор Chakoten от Клауса Могенсена
- Часть 1
- Часть 2
- Часть 3
- Часть 4
- Часть 5
- Часть 6
- Часть 7
- Часть 8
- Часть 9
- Фирмы Macroom в Link up. — Irish Examiner, вторник, 25 июня 2002 г.
- Лицензионная лицензия
- Индивидуальный проект пресс-формы
- Пользовательский проект пресс-формы
- Форма индивидуального заказа принца Августа
- Насчет нас
- политика конфиденциальности
- Свяжитесь с нами
- Свяжитесь с нами
- Форум
- Условия и положения
- Доставка и возврат
- Принц Август Links
- RSS-синдикация
- Страницы объявлений
- Рекламные страницы
- Апрель 2019 — Статья 191 Налог на выбросы углерода.




 Галерея Келси
Галерея Келси | Статья Джеймса О’Коннора
| Статья Джеймса О’Коннора
 — Irish Examiner, вторник, 25 июня 2002 г.
— Irish Examiner, вторник, 25 июня 2002 г.
- евро
- Австралийские доллары
- Канадские доллары
- евро
- Британский фунт стерлингов
- Доллары США
- Подарочные сертификаты
- Поиск
- Сравнить
- Корзина
- Больше
Поиск
 org/BreadcrumbList»>
org/BreadcrumbList»>Искать по
Категории
- Новые релизы
- Формы для шахмат из ячменя
- Рождественские украшения
- Великие силы форм 1900-х годов
- Формы Семилетней войны
- Семейные наборы для рукоделия
- Формы для фей
- Лидеры Ватерлоо
- Семейное ремесло
- Хобби Кастинг
- Распродажи и акции
- Акция месяца
- Больше форм
- Формы для шахмат
- Формы рыцарей
- Прусские формы 1752
- Римские войны формы
- Формы для игрушечных солдатиков
- Викинги | Отливки саксов
- Великие северные войны (1700-1721)
- Каролинер Формы
- Формы для ирландских диких гусей
- Французские полки 1750
- 54-мм формы 1900-х годов
- Holger Eriksson HE Формы
- Ковбои и индейцы ОН
- Holger Eriksson Animals HE формы
- Военные формы HE от Holger Eriksson
- Holger Eriksson Modern Soldiers 1958 HE пресс-формы
- Holger Eriksson Sports HE Формы
- Фэнтези игры
- Формы Fantasy 25 мм
- 25-мм классика фэнтези
- Формы Fantasy 32 мм
- Наполеоновские формы
- 54-мм наполеоновские комплекты
- 25-мм битва при Аустерлице
- 25-миллиметровые наполеоновские формы
- Формы для сезонного декора
- Формы для рождественского декора
- Формы для Рождества
- Формы для пасхального декора
- Формы для декора Хэллоуина
- Формы Семилетней войны
- Артиллерийские формы
- Австрийские формы
- Битва при Россбахе 1757 г.
- Французские формы
- Прусские формы
- Российские формы
- Аксессуары
- Стартовые наборы для хобби
- Краски и кисти
- Аэрозоль
- Модельные акриловые краски
- Флуоресцентные краски
- Краски Грунтовки
- Металлический акрил
- Пакеты красок
- Среды | Глазури | Маски | Лак
- Прозрачные акриловые краски
- Кисти для рисования моделей
- Литье металлов
- Каталоги
- Набор для гадания на молибдомантию
- Плавильный котел для припоя
- Инструменты и аксессуары
- Зона боевых действий

Полный справочник по литью под давлением всех металлов
Литье под давлением — важная производственная технология, используемая во многих отраслях промышленности.
Компании могут изготавливать почти все детали, используя различные процессы литья.
Из этой электронной книги вы узнаете, как технология литья под давлением может помочь вашему бизнесу.
Проверьте главу ниже и щелкните, чтобы перейти к каждой главе:
Глава 1: Определение литья под давлением
Этот раздел предназначен для ознакомления читателя с основными концепциями литья под давлением. Он охватывает исчерпывающее определение литья под давлением и 4 отличных видео, объясняющих основные аспекты.
К концу этой главы вы сможете понять следующие ключевые факторы:
- Базовое понимание значения литья под давлением
- История литья под давлением
- Какие изделия из литья под давлением часто делают в нашей жизни
Что такое литье под давлением?
Согласно Руководству инженера, это производственный процесс, при котором твердые металлы плавятся и нагреваются до желаемой температуры, после чего их заливают в полость или форму нужной формы.
Процесс плавления и нагрева может потребовать различных температур нагрева печи.
Кроме того, для изменения химического состава металлов могут быть добавлены различные химические вещества.
Именно такие формы содержат нужную форму и размер.
В зависимости от сложности металлического вещества процесс может быть одиночным или последовательным.
А конечный продукт может иметь практически любые размеры в зависимости от желания дизайнера.
Литые детали могут иметь размер от долей дюймов до более 35 футов. Это будет зависеть от конструкции пресс-формы или конечного продукта.
Помимо этого, важно также выделить основные процессы литья металлов, которые использовались в этой отрасли.
- Литье в песчаные формы
- Литье по потере воска
- Отливка в постоянную форму
- Центробежное литье
Что делает литье под давлением особенным и, что еще более важно, интригующим?
Все остальные процессы, которые я перечислил выше, в совокупности называются «литейными процессами», за исключением литья под давлением.
Давайте рассмотрим, что такое литье под давлением.
Engineering.com определяет литье под давлением как производственный процесс, при котором изготавливаются металлические детали практически любой конструкции путем нагнетания расплавленного металла под высоким давлением в полость матрицы. Основным фактором здесь является высокое давление через матрицу.
Это ключевой фактор, который отличает данный процесс изготовления металла от других процедур литья металлов, перечисленных выше.
Например, если мы посмотрим на такой процесс, как литье по выплавляемым моделям, литье по выплавляемым моделям или литье в песчаные формы, основным фактором в этом случае является тот факт, что процесс заполнения формы зависит от силы тяжести.
Кембриджский словарь определяет гравитацию как естественную силу, притягивающую предметы друг к другу, в большей степени силу, заставляющую предметы падать на землю.
Это дополнительно раскрывает больше свойств литья под давлением по сравнению с другими процессами литья металлов.
Вот три ключевых момента, на которые следует обратить внимание:
- Процесс литья металла под давлением имеет короткое время цикла
- Металл течет быстрее при литье под давлением из-за наличия внешней силы
- Формы для литья под давлением не такие толстые, как те, которые используются в процессах литья в песчаные формы или литья по выплавляемым моделям
Процесс литья металлов под давлением используется для производства различных форм из ряда цветных металлов, таких как латунь, цинк, алюминий, магний, медь и другие металлы.
Это один из тех производственных процессов, которые позволяют производить детали с высокой детализацией и точностью.
Он также является предпочтительным для массового производства компонентов в отличие от других производственных процессов.
Возьмем, к примеру, детали смесителя, дверные ручки, декоративные детали и т. Д.
Чтобы понять эволюцию литья под давлением, будет очень полезно, если мы исследуем его происхождение.
То есть:
История литья под давлением
История этой технологии изготовления восходит к 1880-м годам.
Именно в это время в 1894 году Стерджесу был выдан патент. Это произошло после изобретения машины с ручным управлением, которая использовалась для литья печатного типа.
20 лет спустя эта технология в основном использовалась для производства олова и свинца.
Это было до того, как эта техника была использована для других металлов, таких как алюминий и цинк, в 1920-х годах.
С тех пор в отрасли был отмечен ряд технологических достижений.
Сюда входит ряд мер металлургического контроля, которые улучшили критерии производства и обработки.
Технологические достижения сосредоточены на следующих ключевых аспектах:
- Увеличение мощности по литью под давлением, следовательно, более высокая производительность / короткие производственные партии
- Сложные процессы изготовления штампов
- Расширенные возможности литья с использованием ряда металлов, таких как сталь и латунь
Развитие происходило так быстро, что к 2005 году только в Северной Америке общий объем продаж изделий из литья под давлением составил около 8 миллиардов долларов.
По всей видимости, это число увеличилось вдвое, поскольку большинство производителей сосредоточились на различных сплавах.
Это связано с высоким спросом на литые детали и компоненты в оргтехнике, спорте, игрушках, машинном оборудовании, автомобилях и многих других областях.
Ряд заводов по литью под давлением, занимающих различные ниши в отрасли.
Например:
1. Компании по литью под давлением
Это компании, которые производят комплектующие для собственного использования.Хорошим примером является завод по литью металла GM в Бедфорде.
По данным Inside Indiana Business, компания инвестировала более 127 миллионов долларов в свои операции Bedford Casting.
2. Компании по литью под давлением в основном сосредоточены на производстве литых деталей для своей компании.
Это в основном для производителей оригинального оборудования (OEM). Одна из таких компаний — китайская компания Gatonbrass.
Он сосредоточился на латунных лампах, электротехнике, мебели, сантехнике и других деталях для дома.
Итак, что мы должны узнать из этого раздела?
Вы должны уметь отличать литье под давлением от других процессов литья металла, и важно отметить, что для этого процесса требуется некоторое индуцированное давление.
Это старая производственная технология, восходящая к 1880-м годам и развивающаяся с течением времени.
Наконец, он был принят на ряде промышленных предприятий такими компаниями, как GM и Gatonbrass.
Это ясно показывает, насколько важен весь процесс.
Чтобы получить представление о литье под давлением и о практических аспектах процесса, нам нужно сосредоточиться на самой процедуре.
Это будет объяснено в видеороликах в следующем разделе этой главы.
4 отличных видеоролика о литье под давлением, которые стоит посмотреть
Эти видеоролики о литье под давлением попытаются дать представление об основных факторах этого производственного процесса.
Как правило, это практический процесс, от теоретической части которого не должны зависеть ни техники, ни специалисты по литью под давлением.
Понимание должно быть основано как на теоретических аспектах, так и на просмотре видео и применении полученных знаний.
Видео 1:
Это анимированная версия процесса литья под высоким давлением.
Процесс начинается с разливки расплавленного металла, который толкается поршнем.
Поршень запускается при низком давлении, за которым следует высокое давление.
Видео 2:
Это видео очень важно для людей, которые хотят использовать технологию литья под низким давлением.
Сравнивая это видео и предыдущее, становится ясно, что механизмы и величина задействованного давления совершенно разные.
Видео 3:
Это жизненно важное видео для компаний, которые хотели бы инвестировать в процесс производства литья под давлением.
Они смогут понять выбор машин и причину, по которой им нужно использовать машины с горизонтальным или вертикальным гидравлическим приводом.
В качестве альтернативы, если они должны выбрать машины с холодной или горячей камерой.
Видео 4:
В этом видео показано, как происходит процесс литья под давлением в холодной камере.
Он направлен на то, чтобы показать зрителям, как происходит весь процесс.
В основном используется для сплавов меди, алюминия и цинка.
Детали из латуни, литые под давлением, являются одними из наиболее распространенных деталей, которые могут быть изготовлены с помощью этого механизма.
Короче говоря, это всего лишь несколько ресурсов, которые могут оказаться жизненно важными, когда дело доходит до изучения всех аспектов процесса литья под давлением.
Фактически, другие элементы процесса литья под давлением, которые объясняются в следующих главах, могут иметь свои видеоверсии для правильного понимания всего процесса.
Они могут дополнять информацию, содержащуюся в этой электронной книге.
В следующем разделе мы обсудим различные примеры литья под давлением. Это материальные предметы или конструкции, которые мы используем или видим в нашей повседневной жизни.
Примеры литья под давлением
Литье под давлением — это одна из технологий, которую мы используем в повседневной деятельности.
Это популярный производственный процесс, который используется для производства ряда металлических деталей как для промышленного, так и для бытового применения.
В этом конкретном разделе мы классифицируем эти детали в зависимости от того, где они используются, то есть их промышленного или бытового применения.
Наиболее распространенные примеры литья под давлением включают следующее:
Латунные детали
Это типичные примеры литых под давлением деталей, которые мы встречаем в повседневной жизни.
Доступны в различных конфигурациях. Эти части лампы включают латунные части корпуса светильников, шейки и разрывы среди прочего.
Примеры деталей лампы из латуни
Большинство дистрибьюторов освещения размещают свои заказы у различных поставщиков осветительных деталей и отдают заказ на детали латунных ламп производителю отливок, это значительно сэкономит им на стоимости.
Другие латунные детали могут включать:
- Электрические компоненты из латуни, такие как концевые части розеток и коаксиальные кабели.
- Механические детали, например, используемые в сантехнической промышленности. Сюда могут входить соединения труб, шайбы, гайки, фланцы и тройники, и это лишь некоторые из них.
- Декоративные элементы для дома, такие как латунные подсвечники, вазы, канистры, декоративные подушки и т. Д.
- Мебельная фурнитура, например дверные ручки, замки и ручки.
- Прецизионные компоненты из латуни, такие как зажимы, соединители и отводы, среди прочего.
Цинковые литые детали
Цинк также является популярным металлом, который используется в этой отрасли.
Обычно производители должны выбирать между сплавами ZA и ZAMAK.
Выбор любого сплава будет зависеть от желаемых физических свойств конечного продукта.
То есть детали, отлитые из сплавов ZA, обладают превосходной прочностью благодаря высокому креплению алюминия.
Сплавы Замак обладают лучшей литейной способностью.
Детали из цинкового литья
Литые детали могут включать оконную фурнитуру, электрические компоненты, сантехнику и офисное оборудование, и это лишь некоторые из них.
Стальные литые детали
Как и другие упомянутые выше металлы, стальные литые детали также играют важную роль в нашей жизни.
Это включает литье различных типов сталей, например, нержавеющей стали.
Некоторые из наиболее распространенных компонентов, которые производятся с помощью этой технологии, включают клапаны, колеса гидроэлектрических турбин, инструментальное оборудование и насосы, а также другие детали в пищевой, электроэнергетической и энергетической отраслях.
Все эти детали должны быть изготовлены в соответствии с международными стандартами и правилами.
Чугунные литые детали
Это включает литье ряда сплавов железа и углерода.
Эти металлы имеют содержание углерода более 2%.
Опять же, компания по литью чугуна должна иметь возможность выбрать тот конкретный металл, который будет соответствовать требованиям конечных пользователей.
Это включает определение содержания углерода, железа и кремния.
Ниже представлены изображения чугунных литых деталей:
Алюминиевые литые детали
Как алюминий, так и алюминиевые сплавы обычно используются для литья различных компонентов машин.
Эти сплавы содержат различные элементы, такие как медь, марганец, магний, кремний и цинк, и это лишь некоторые из них.
Эти элементы существуют в разных пропорциях, поэтому для литья алюминиевых деталей можно использовать разные методы.
Эти детали используются в различных отраслях промышленности, таких как аэрокосмическая, электронная, сантехническая и химическая промышленность.
Таким образом, существует очень много типов компонентов и структур, которые могут быть изготовлены посредством литья под давлением.
Конечный пользователь должен выбрать тот металл, который он / она желает для конкретного применения.
Однако для некоторых могут потребоваться дополнительные вторичные операции.
После этого раздела вы сможете перечислить различные компоненты или отрасли, которые зависят от компонентов, отлитых под давлением из латуни.
Есть вопросы по этой главе? Задайте вопрос инженеру:
Глава 2: Материалы для литья под давлением
Не все металлы или сплавы можно лить под давлением.Это связано с различными химическими и физическими свойствами.
Как мы все знаем, литье под давлением включает нагрев металла до его плавления и нагнетание его под давлением в формы многократного использования.
Во-первых, нам нужно понять два аспекта:
1. Нагревание металла до желаемой температуры плавления, следовательно, металл должен иметь возможность сохранять свои желаемые характеристики в этом диапазоне температур, иначе весь процесс будет бесполезным.
2.Оказывая давление, металл должен сохранять те же свойства при воздействии такого высокого давления.
В этой главе мы обсудим различные материалы, с которыми можно работать с помощью этой технологии производства.
Это будет действовать как руководство, позволяющее читателям выбрать правильный материал для конкретного приложения.
Более того, они должны уметь применять правильную технику литья под давлением, основанную на химических и физических свойствах металлов или сплавов.
В идеале, основные сплавы для литья под давлением, которые обычно используются в промышленности, включают цинк, магний, олово, свинец, алюминий и медь.
Однако для целей этой электронной книги мы сосредоточимся на следующих основных материалах: цинк, алюминий, латунь и сталь.
Критерии выбора материала для литья под давлением
Это должно быть основано на исследовании, а не методом проб и ошибок или неутвержденных теорий.
Именно благодаря правильному пониманию каждого металла или металлического сплава можно выбрать правильный материал и технику литья под давлением.
На самом деле эти сплавы и металлы имеют разные механические и физические свойства.
Это объясняет причину, по которой они по-разному реагируют на определенные производственные процессы.
Рекомендуется тесно сотрудничать с экспертами, чтобы подобрать подходящий материал для любого конкретного применения.
Это может включать простой процесс сравнения, который можно упростить как:
1. Очень важно учитывать все жизненно важные механические свойства этих материалов.
Это то, что мы также будем разъяснять по каждому материалу.
Важнейшие механические свойства включают удлинение, предел прочности на разрыв, твердость, ударную вязкость и предел текучести. Они будут основаны на реальных тестах.
2. Физические свойства металлического сплава
Важно понимать поведение металла в экстремальных условиях окружающей среды.
Они могут включать высокую температуру или экстремальный стресс и тепло.
3. Очень важно изучить и понять состав сплавов.
Это должно быть основано на базовом составе отдельных элементов и их использовании.
Вкратце, эти три аспекта помогут вам сузить круг вопросов до того конкретного сплава или металла, который может удовлетворить требуемые требования к применению.
Это должно быть идеальное сравнение, направленное на получение лучшего материала для литья под давлением. Отметив все это, давайте рассмотрим доступные варианты.
Ниже приведены наиболее распространенные материалы, которые можно лить под давлением:
Литье под давлением цинка
Цинк — один из самых популярных металлов, из которого делают ряд продуктов.
Как и другие металлы, литье цинка требует понимания его основных сплавов.
Доступные цинковые сплавы можно разделить на:
1.ZA сплавы
Эти сплавы в основном используются для литья деталей, требующих повышенной прочности.Эта сила обусловлена тем, что они содержат большее количество алюминия.
2. Сплавы «Замак»
Эти сплавы содержат около 4% алюминия. Как и сплавы ZA, они известны своей хорошей литейной способностью и прочностью.
На протяжении десятилетий эти сплавы использовались для литья металлов.
Как и другие технологии литья под давлением, этот процесс включает нагнетание расплавленного цинка под высоким давлением в полость формы.
Детали из цинкового литья используются в самых разных областях, которые влияют на нашу повседневную жизнь.
Стоит отметить, что цинковое литье вносит большой вклад в мировую экономику.
Это варьируется от создания рабочих мест до готовой продукции, которую мы используем в повседневной жизни.
Мы используем эти продукты как для функциональных, так и для декоративных целей.
Преимущества литья под давлением цинка
В идеале, это основные факты, которые делают цинк лучшим выбором для ряда производственных процессов.
Выбор цинковых сплавов должен быть разработан для людей, которые хотят достичь следующих ключевых аспектов:
Гибкость процесса
Это важный аспект в индустрии обработки металлических сплавов.Цинковые сплавы можно отливать под давлением в любую форму по выбору.
Фактически, это основная причина, по которой он используется как для массовых, так и для качественных производственных процессов.
Точность и допуски
Это исключает любые дополнительные операции обработки, которые в противном случае увеличили бы производственные затраты.
Это связано с тем, что цинковые сплавы можно лить под давлением с более жесткими допусками по сравнению с другими металлическими сплавами.
По сути, это означает, что конечный продукт будет именно тем компонентом, который требуется.
Прочность и пластичность
Некоторые детали сантехники или оборудования отливаются под давлением. Цинковые сплавы могут выдерживать очень экстремальное давление — до 60000 фунтов на квадратный дюйм.
Благодаря своей пластичности, конечный продукт подходит для клепки, гибки и опрессовки.
Опять же, стоит отметить, что цинковый сплав прочнее, чем большинство металлических сплавов.
Отличные термические свойства
Эти литые под давлением детали обладают желаемой электропроводностью.
Это основная причина, по которой они используются для электрических компонентов, таких как радиаторы, или для любых других приложений, требующих электромагнитного экранирования.
Помимо перечисленных выше свойств, стоит упомянуть, что другие свойства литых под давлением деталей из цинка также обладают следующими ключевыми характеристиками: отличная жесткость, искробезопасность, хорошие несущие свойства, легкая отделка, тонкостенное литье, длительный срок службы инструмента, пригодность для вторичной переработки. и легкость в обработке.
Применение цинкового литья под давлением
Как упоминалось выше, в процессе литья под давлением получаются структуры с рядом превосходных химических и физических свойств.
На самом деле это одна из основных причин, по которой этот процесс популярен во многих отраслях.
Как правило, литые цинковые детали используются в следующих ключевых областях:
1. Для изготовления сложных металлических деталей
Это связано с тем, что легче производить точные изделия с очень жесткими допусками.
Кроме того, это также связано с тем, что цинк можно обрабатывать в широком диапазоне форм.
2. Эти сплавы также используются для изготовления деталей, которые должны обладать износостойкостью и обеспечивать высокую структурную целостность.
Это очень важно в электрической и автомобильной промышленности.
3. Тот факт, что цинковые сплавы можно использовать для производства очень тонких деталей, делает его идеальным выбором для ряда потребительских товаров, особенно бытовой электроники.
В итоге, когда мы заканчиваем этот раздел, вам нужно отметить несколько вещей, в том числе:
- Вы сможете выбрать правильный цинковый сплав для любого процесса литья под давлением
- Поймите основные свойства, которые делают цинковый сплав идеальным выбором для данной области применения.

Литье под давлением алюминия
С тех пор, как более 200 лет назад был открыт алюминий, он остается одним из самых распространенных металлов.
Он используется в широком спектре инженерных приложений, и ему можно придать любую форму в зависимости от текущих требований.
Судя по всему, литье под давлением алюминия доказало свою экологичность и экологичность. Это связано с тем, что около 95% металла может быть переработано.
Это уменьшает количество отходов в окружающей среде.Фактически, сегодня в мире обычно литье под давлением из цветного металла.
Опять же, литье под давлением алюминия обычно экономически выгодно.
Это в основном связано с внутренними физическими и химическими свойствами алюминия. Это основная причина, по которой он был принят во всем мире.
Чтобы решить, следует ли использовать алюминиевые сплавы для конкретного применения, вам необходимо понимать основные физические и химические свойства.
Это является неотъемлемой частью принятия решений.
Характеристики алюминиевых сплавов
Это универсальный металл с широким диапазоном желаемых физических и химических свойств.
Фактически, это причина, по которой алюминиевые литые под давлением детали используются в ряде бытовых и промышленных применений.
Некоторые из этих свойств включают:
Превосходная коррозионная стойкость
Это объясняет, почему эти литые под давлением детали используются в химической и нефтяной промышленности.
Этот металл не подвержен воздействию большинства органических и неорганических соединений.
Это связано с тем, что он реагирует с атмосферным воздухом с образованием тонкого инертного оксидного слоя.
В некоторых случаях детали, отлитые под давлением, могут быть обработаны с использованием процесса электролитического окисления.
Легкий
Имеет среднюю плотность 2,70 г / см 3 .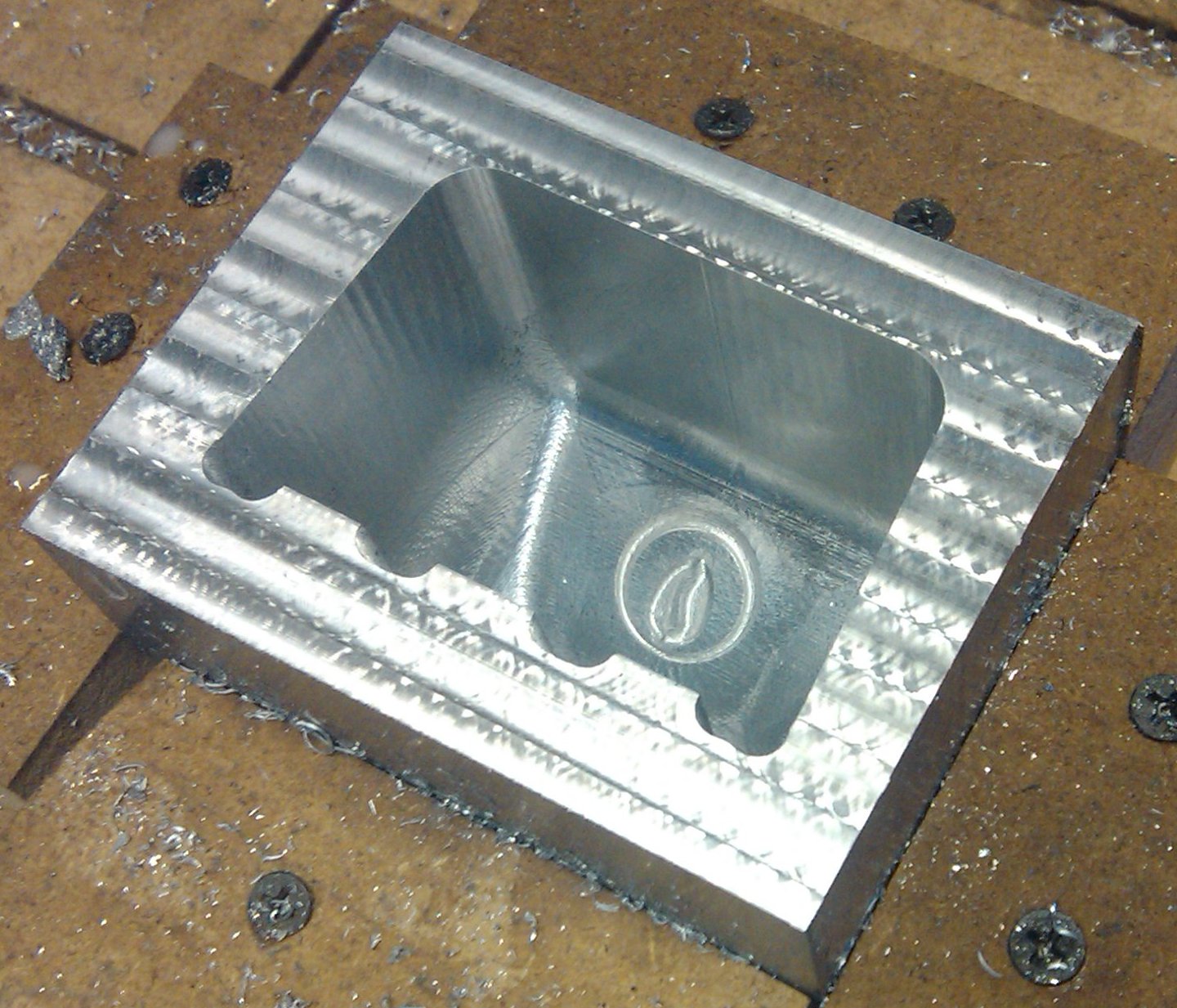 Алюминиевые сплавы — одни из самых легких доступных сплавов.
Алюминиевые сплавы — одни из самых легких доступных сплавов.
Это означает, что компоненты, отлитые под давлением, могут быть использованы в приложениях, где общий вес продукта должен быть уменьшен в максимально возможной степени.
Они обычно используются в аэрокосмической промышленности.
Превосходные тепловые и электрические свойства
Это связано с его положением в периодической таблице.
Алюминий имеет номер окисления. +3. Это как свободные электроны, которые могут проводить электрическую и тепловую энергию.
Это основная причина, по которой они являются прекрасной альтернативой меди.
Его электрическая проводимость оценивается примерно в 36 м / Ом мм².
Высокая рабочая температура
Это основная причина, по которой литые под давлением алюминиевые детали могут использоваться в ряде электрических приложений.
Сюда входят радиаторы, электрические разъемы, крышки термометров и т. Д.
Д.
Это также основная причина, по которой литые детали используются в качестве посуды.
В среднем алюминиевые сплавы имеют температуру плавления около 660 ° C.
Прочность и твердость
Как правило, алюминиевые сплавы жесткие с превосходным соотношением прочности и веса.
Это объясняет, почему их можно использовать как рельсы.
Экологичность
Эти металлы полностью перерабатываются, что снижает количество металлолома в окружающей среде.
Свойства защиты от радиочастотных и электромагнитных помех
Это основная причина, по которой они используются в электрических компонентах, где эти излучения могут снизить или повлиять на работу системы.
Помимо этого, алюминиевые сплавы также обладают превосходной обработкой поверхности.
Сочетая все вышеперечисленные свойства вместе, дизайнеры всегда уверены в том, что детали из литого под давлением алюминия обладают превосходными характеристиками.
Это основная причина, по которой эти литые под давлением детали используются в следующих отраслях:
Применение алюминиевых сплавов
Поскольку мы выделили ряд приложений при обсуждении характеристик этих металлов, мы перечислим различные отрасли и конкретные компоненты, которые производятся из этих сплавов.
Однако следует учесть, что этот список не может быть исчерпывающим.
Эти отрасли включают:
- Применяются в автомобильной и авиакосмической промышленности. Это связано с тем, что их легкий вес значительно способствует экономии топлива.
- Они используются в электрической, тепловой и электронной промышленности. Это связано с превосходными электрическими и термическими свойствами и хорошими защитными свойствами. Литой под давлением алюминий может использоваться в качестве электрических соединителей при высоких температурах.
- Литые детали используются в сетях как в компьютерной, так и в коммуникационной промышленности. Это потому, что они могут рассеивать тепло и действовать как радиочастотный фильтр. Опять же, они обеспечивают хорошее экранирование RFI / EMI, что делает их идеальным выбором для ряда портативных устройств.
 Это потому, что они могут рассеивать тепло и действовать как радиочастотный фильтр. Опять же, они обеспечивают хорошее экранирование RFI / EMI, что делает их идеальным выбором для ряда портативных устройств.
Это потому, что они могут рассеивать тепло и действовать как радиочастотный фильтр. Опять же, они обеспечивают хорошее экранирование RFI / EMI, что делает их идеальным выбором для ряда портативных устройств.Короче говоря, жить без литых под давлением алюминиевых деталей практически невозможно.
Опять же, мы должны отметить, что существуют разные типы сплавов, оптимизированные для разных применений.
Это делает критически важным обсуждение алюминиевых сплавов как основных материалов для литья под давлением.
Это также поможет, когда дело доходит до выбора материала.
Типы алюминиевых сплавов для литья под давлением
В этой электронной книге мы сосредоточимся на 7 различных типах алюминиевых сплавов, которые литье под давлением в большинстве промышленных установок.
К этим сплавам относятся следующие:
К-сплав ; Известно, что эта алюминиевая сталь обладает следующими ключевыми свойствами: стойкостью к коррозии, улучшенным охлаждением и литьем под давлением с нулевой постобработкой.
Сплав 413 ; обладает превосходными характеристиками литья под давлением, обладает хорошей текучестью и гарантирует лучшую герметичность.
Сплав 383 ; обладает следующими ключевыми свойствами: стабильностью размеров, простотой литья и хорошими механическими свойствами. Он также обладает превосходной коррозионной стойкостью.
Сплав B390 ; известен своей превосходной износостойкостью и высокой твердостью. В основном они используются для литья под давлением поршней двигателей внутреннего сгорания.
Самолет A360 ; в основном используется для литья алюминиевых деталей, где герметичность и текучесть являются приоритетом. Он сохраняет коррозионную стойкость и прочность даже при повышенной температуре.
Сплав А413 ; по своим свойствам аналогичен сплаву А360. Этот сплав в основном используется для литья под давлением компонентов гидроцилиндров.
Сплав А380 ; обладает хорошими термическими и механическими свойствами.Его эксплуатационные свойства аналогичны большинству перечисленных выше сплавов.
Итак, к концу этого раздела вам необходимо понять основные свойства всех возможных алюминиевых сплавов для литья под давлением.
Это важно, когда вам нужен определенный алюминиевый сплав для конкретного применения.
Литье под давлением из латуни
Латунь — это сплав, в основном состоящий из меди и цинка.
Изменяя количество меди и цинка в конечном продукте (латуни), мы можем получить различные типы латунных сплавов.
Выбор данного типа сплава будет зависеть от основных целей, которые он намеревается реализовать.
В большинстве случаев стандартная латунь может содержать около 67% меди и 33% цинка.
Обычно эти металлы могут не обеспечивать желаемых эксплуатационных свойств латуни, поэтому могут быть добавлены другие металлические элементы.
Это в основном нацелено на включение желаемых функций.
Например, в сплав можно добавить свинец (около 2%) для улучшения обрабатываемости латуни.
Это означает, что без свинца будет трудно лить латунь под давлением.
В этом разделе мы сосредоточимся на основных свойствах, которые необходимо учитывать, когда мы хотим выбрать латунный сплав для любого конкретного применения.
Это означает, что мы обсудим характеристики / свойства, применение и типы латунных сплавов.
Обладая этой информацией, мы должны принять правильное решение в отношении выбора правильного металла.
Характеристики литой латуни
Простота обработки / литье под давлением
Это важное свойство латуни. Металлы, которые сложно лить под давлением, приводят к высокой стоимости производства.
Важно отметить, что латунь не так легко обрабатывать. Добавление около 2% свинца улучшает обрабатываемость.
— идеальный выбор для этого применения, поскольку он имеет более низкую температуру плавления, чем медь и цинк.
В некоторых случаях вместо свинца можно использовать кремний.
Однако сплавы латуни с кремнием нельзя смешивать со сплавами, содержащими свинец.
Коррозионная стойкость
Латунные сплавы можно модифицировать для обеспечения высокого уровня коррозионной стойкости.
Хорошим примером является латунь, устойчивая к децинкификации (DZR). Он останется эффективным и надежным даже в суровых условиях окружающей среды.
Они могут противостоять агрессивным условиям окружающей среды.
Это основная причина, по которой детали из литой под давлением латуни используются в водопроводных системах с высокой температурой или высокой концентрацией хлоридов.
Литье под давлением Эти детали требуют тщательного производственного процесса. Это очень важно, когда речь идет о балансировке желаемых металлических элементов.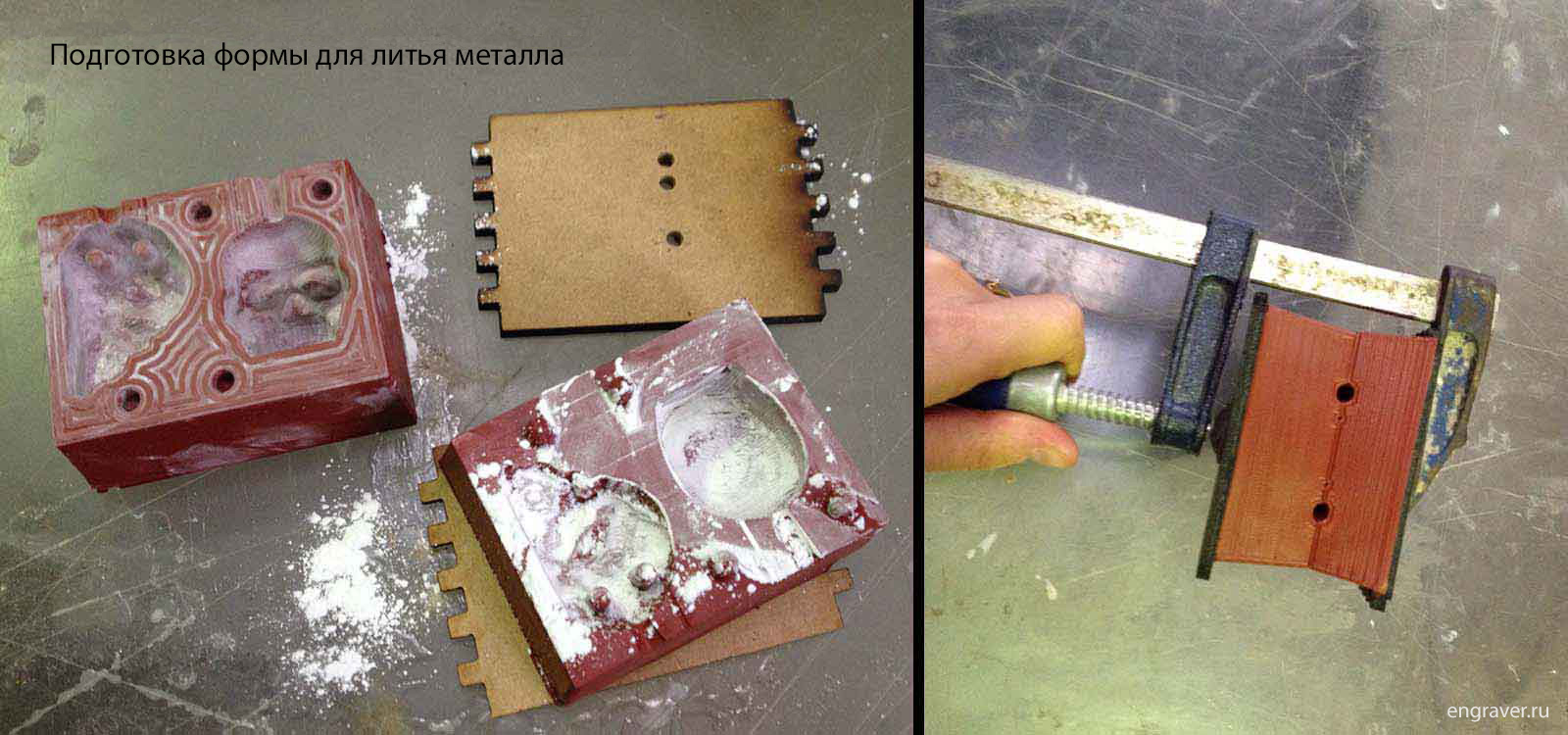
Низкая температура плавления
Это делает процесс литья под давлением латуни экономически эффективным.
Температура плавления латуни около 900 ° C.Это означает, что для его плавления и последующей обработки для получения желаемых форм потребуется меньше энергии.
Блестящий или золотой вид
Это делает его идеальным выбором для большинства декоративных применений.
Детали из латуни, отлитые под давлением, используются для изготовления дверных ручек, оконных замков, цветочных ваз, подшипников и т. Д.
Литые детали из латуни широко используются в электрических, музыкальных инструментах и сантехнике.
Его цвет, напоминающий цвет золота, делает детали из латуни, отлитые под давлением, устойчивыми к потускнению.
Низкий коэффициент трения
Латунь, как правило, мягкая, поэтому ее можно использовать для изготовления литых под давлением деталей, не требующих трения. К ним относятся подшипники и фитинги.
Относительно прочный
Можно добавить заданное количество алюминия для повышения его прочности.
Детали из литой под давлением латуни с тонким слоем прозрачного алюминия самовосстанавливаются.
Олово также служит той же цели. Причина, по которой это идеальный выбор для латунных деталей, используемых в водном оборудовании, таких как морские латуни.
Экологичность
Около 90% литых деталей из латуни подлежат вторичной переработке.
Это делает его экологически безопасным металлом, так как снижает количество металлолома.
Это связано с тем, что латунь — неферромагнитный металл.Это упрощает процесс разделения — с помощью магнита.
Таким образом, исходя из этих свойств, вы можете легко изучить ситуацию и решить, следует ли использовать детали из латуни, литые под давлением.
Итак, каковы основные области применения компонентов из латуни, литых под давлением?
Применение деталей из латуни, литых под давлением
Основываясь на вышеуказанных свойствах, мы можем суммировать ключевые области применения литья под давлением латуни как:
- Детали, которые должны быть устойчивы к коррозии e.грамм. для морской / соленой воды
- Устойчивость к неблагоприятным температурам, например трубы для горячей воды или газа
- Превосходная электропроводность, например розетки и электрические детали
- Выдерживает высокое давление (около 300 фунтов на квадратный дюйм), например напорные трубы
- Декоративные элементы, например, детали для ламп и мебельная фурнитура
- Устойчивость к истиранию или низкий коэффициент трения.
Короче говоря, латунь — это универсальный сплав, который можно использовать практически во всех областях.
Конечный пользователь должен изучить требования к приложению.
Другой сложный процесс — это выбор правильного латунного сплава.
То есть тот, который отвечает требованиям применения данной литой детали.
Давайте рассмотрим различные типы латунных сплавов:
Типы латунных сплавов, используемых при литье под давлением
Есть очень много видов латунных сплавов. Это основано на основных составляющих сплава наряду с первичными элементами (медью и цинком).
Различия в их составах делают сплавы пригодными для различных применений.
Это в основном требует критического анализа и оценки каждого аспекта, прежде чем выбирать конкретный сплав.
Некоторые из наиболее распространенных латунных сплавов включают:
- Адмиралтейство латунь; в основном используется в приложениях, где децинкификация является проблемой. Он сделан из цинка, меди и олова.
- сплав Айха; в основном используется в морских приложениях.Это связано с его высокой коррозионной стойкостью. Основные компоненты включают медь, цинк, олово и железо
- Альфа латунь; они в основном используются для прессования. В них меньше 35% цинка.
- Дуплексная латунь; он имеет α- и β ’фазы и содержит от 35 до 45% цинка.
- Алюминий латунь; они в основном используются для литья латунных деталей, которые должны быть устойчивыми к коррозии. Они содержат алюминий.
- Мышьяковая латунь ; Литые детали из этого латунного сплава в основном используются в топках котлов.
- Бета латунь ; их можно легко отлить под давлением. Они содержат от 45 до 50% цинка.
- Картридж латунь ; они в основном используются для изготовления ящиков для боеприпасов и содержат 30% цинка.
- Заклепка латунная ; он содержит 37% цинка.
- DZR латунь ; содержат мышьяк и очень устойчивы к большинству погодных условий.
- Красная латунь ; он содержит 85% меди, а остальные три элемента (олово, цинк и свинец) доступны в той же пропорции (по 5% каждый).
- Латунь Rich low ; в основном используется для литья ювелирных изделий. Он содержит 15% цинка.
- Белая латунь ; содержит более 50% цинка и к тому же хрупкий.
- Желтая латунь ; содержит 33% цинка.
Как видите, существует очень много сплавов латуни, которые можно лить под давлением.
Это фактически затрудняет выбор правильного сплава для конкретного применения.
Вот почему вам нужен эксперт по материалам для литья под давлением.
Совершенно очевидно, что все эти изменения являются результатом изменения основных составляющих этих металлических элементов.
Итак, к концу этого раздела вы сможете оценить все доступные типы латунных сплавов.
Это должно быть основано на желаемых требованиях к производительности.
Обратите внимание, что свойства / характеристики материала являются здесь определяющим фактором.
Это нужно понимать, чтобы принять правильное решение.
Последний материал в этой категории:
Сталь для литья под давлением
Как и другие металлы, сталь также широко используется для литья под давлением. Это связано с его универсальностью и функциональностью.
Также важно оценить различные характеристики / свойства, области применения и типы доступной стали.
Он ляжет в основу любого процесса литья стали под давлением.
Сама сталь представляет собой сплав углерода и железа.
Это означает, что стальные литые под давлением детали обладают свойствами железа и углерода.
Опять же, стоит отметить, что этот сплав может содержать другие элементы, улучшающие его характеристики.
Важно отметить, что существует явная разница между сталью и литым или кованым железом.
Это в основном основано на количестве углерода в этих материалах. В большинстве случаев процентное содержание углерода в стали может составлять от 0.2% и 2,14%.
Стальможет также содержать другие элементы, такие как ванадий, хром, вольфрам и хром, и это лишь некоторые из них.
Все эти легирующие элементы в основном используются для изменения механических свойств стали.
Характеристики / свойства литой под давлением стали
Следует отметить, что физико-химические свойства стали зависят от процентного содержания входящих в нее элементов.
Опять же, свойства стали немного отличаются от свойств железа и углерода.Каковы некоторые из желаемых свойств стали?
Высокая прочность
Сталь прочнее большинства металлов, используемых в машиностроении. Эта прочность определяется содержанием углерода в сплаве. Деталь из литой под давлением стали с более высоким содержанием углерода будет и тверже, и прочнее.
Устойчивость к коррозии
Нержавеющая сталь устойчива к коррозии, что делает ее идеальным выбором для ряда промышленных применений.
Сюда входят горнодобывающая и химическая промышленность. То есть, он не подвержен коррозии в любых неблагоприятных условиях окружающей среды.
Легкий
Имеет относительно легкий вес, чем ряд строительных материалов. Однако детали из литого под давлением алюминия легче, чем детали из литой под давлением стали.
Стабильность размеров
Стальные литые детали не изменяются со временем даже в экстремальных условиях окружающей среды.То есть, даже при воздействии высокой или низкой температуры, он в конечном итоге сохранит свои первоначальные размеры.
Тепловая и электрическая проводимость
Сталь имеет свободные электроны, поэтому она проводит как тепло, так и электричество. Это основная причина, по которой стальные детали могут использоваться в котлах и других электрических компонентах / секциях.
Возможность вторичного использования
Стальможно эффективно переработать. Это снижает количество металлолома в окружающей среде.Опять же, это снижает производственные затраты, делая детали литья под давлением дешевле.
Совершенно очевидно, что сталь — это универсальный материал, который можно использовать для самых разных целей. Это тот же сценарий, когда мы обсуждали цинк, латунь и цинк.
Например, сталь может использоваться для изготовления следующих компонентов:
- Научное или медицинское оборудование; к ним относятся скальпель, иглы, крышки инструментов и т. д.
- Части различной инфраструктуры, например мосты, железнодорожные пути, дороги, стадионы, здания и т. Д.Это могут быть болты, соединители и т. Д.
- Автомобильные части и компоненты. В основном все отрасли зависят от стали.
Короче говоря, стальные литые под давлением детали / компоненты находят очень много применений. Опять же, это также будет зависеть от типа рассматриваемой стали.
Может быть стоит посмотреть на марки стали:
Типы стали, используемые при литье под давлением
Существует очень много типов стали, которые можно лить под давлением. Американский институт чугуна и стали классифицировал всю имеющуюся сталь на основе химического состава как:
.Стали легированные ; эти стали содержат легирующие элементы в различных пропорциях.Эти легирующие элементы включают: никель, медь, алюминий, хром, медь и титан. Эти элементы придают сплаву различные свойства, такие как прочность, коррозионная стойкость, прочность и способность литья под давлением.
Инструментальные стали ; они в основном известны своей высокой прочностью. Они содержат ванадий, кобальт, вольфрам и молибден в разных количествах.
Сталь углеродистая ; компании по литью под давлением могут выбрать низкоуглеродистый (менее 0.3% углерода), средней (от 0,3 до 0,6% углерода) и высокоуглеродистой стали (более 0,6% углерода). В основном эта классификация основана на содержании углерода в сплаве.
Нержавеющая сталь ; они содержат от 10% до 20%. Это делает его устойчивым к коррозии. Существует 3 вида нержавеющей стали:
- Аустенитная нержавеющая сталь ; содержат около 18% хрома, 0,8% углерода и 8% никеля. Он является одним из наиболее распространенных и в основном используется для литья под давлением сантехнических систем, кухонного оборудования и т. Д.
- Ферритная нержавеющая сталь ; содержат от 12 до 17% хрома и менее 0,1% углерода. Литая под давлением нержавеющая сталь может быть усилена холодной обработкой.
- Мартенситная нержавеющая сталь ; он содержит около 1,2% углерода и от 11 до 17% углерода. Детали, отлитые под давлением, могут подвергаться тепловой обработке и обладают магнитными свойствами. Хорошие примеры — хирургическое и стоматологическое оборудование.
Опять же, совершенно очевидно, что, варьируя различные составляющие стали, мы можем добиться разных свойств.
Также стоит отметить, что выбор данного типа стали будет основываться на физических свойствах этого типа нержавеющей стали.
Таким образом, в этом разделе, посвященном материалам для литья под давлением, вам необходимо обратить внимание на следующее:
- Вы должны уметь различать литые детали из цинка, латуни, алюминия и стали.
- Различение металлов по их уникальным свойствам
- Перечислите все типы сплавов для каждого металла
- Если вы планируете отлить любой металл под давлением, у вас появится возможность выбрать подходящий металл.
Есть вопросы? Спросите инженера сейчас:
Глава 3: Типы литья под давлением
В этом разделе мы обсудим различные типы технологий литья под давлением, используемые в промышленности. Мы сосредоточимся на трех основных типах технологий: литье под давлением, литье под давлением под давлением и литье под вакуумом.
Мы обсудим важные процедуры, связанные с этими методами, преимущества и недостатки каждого процесса.
Это важный раздел, который поможет вам, если вы захотите выбрать конкретный процесс литья под давлением определенных типов металла.
К концу этой главы вы сможете:
- Различают каждый тип технологии литья под давлением
- Объясните, как работает каждая технология
- Перечислите преимущества и недостатки каждой технологии
Литье под давлением
Литье под давлением подходит для деталей большого объема.Эта технология производства позволяет производить детали с меньшей толщиной стенок без ущерба для их качества.
Он использует различные типы машин для литья под давлением, которые могут варьироваться от 80 до 1100 тонн. Это зависит от максимального давления, которого человек желает достичь. Конечно, это также будет зависеть от типа технологии литья металла под давлением.
Почему это называется литьем под давлением?
Это название в основном относится к природе самого процесса.
Этот процесс не зависит от силы тяжести, распределяющей расплавленный металл внутри формы.
Вместо этого должно быть создано внешнее давление (давление воздуха). Эта сила распределяет расплавленный металл внутри формы. Это означает, что этот процесс выполняется быстрее и с его помощью можно производить детали высокого качества.
Этот процесс можно разделить на:
- Литье под высоким давлением
- Литье под низким давлением
Приведенная выше классификация зависит от величины давления, используемого в процессе. Опять же, стоит отметить, что литье под высоким давлением имеет широкий спектр применения.
То есть почти 50% легких сплавов производится по этой технологии. С другой стороны, применение приложений низкого давления составляет около 30%.
В недавнем прошлом компании начали внедрять процесс литья под низким давлением.
Преимущества литья под давлением
Есть несколько причин, по которым производители предпочитают его другим методам литья под давлением.
Сюда входят:
- Он может производить детали с превосходными механическими свойствами.То есть детали имеют хорошую отделку и жесткие допуски / точность размеров. Это делает его идеальным выбором для изготовления сложных деталей машин. Опять же, это основная причина его популярности.
- Подходит для крупносерийного производства деталей. Это потому, что давление увеличивает скорость потока расплавленного металла. Однако он может не подходить для мелкосерийного производства. Это связано с высокими затратами на установку системы.
- Конечный продукт в «чистом виде». То есть конечный продукт не подвержен эффектам окисления, и металлы не задерживают газ.
- Литье под давлением относительно экономично по сравнению с другими методами литья. Это для крупномасштабного производства деталей. Фактически, можно произвести тысячи деталей, прежде чем рассматривать возможность замены компонентов машины.
- Размеры конечного продукта легче контролировать в зависимости от величины давления.
- Это идеальный выбор для литья металлов с тонкими стенками и легким весом.
Недостатки литья под давлением
Данный процесс изготовления металлических деталей имеет следующие основные недостатки:
- Весь процесс подходит только для крупномасштабного производства металлических деталей.
- Первоначальные затраты на установку относительно высоки. Это связано с задействованной технологией.
- Этот процесс в основном подходит для металлических деталей с высокой текучестью.
Вкратце, это общий обзор литья под давлением. Итак, нам нужно обсудить различные типы технологий литья металла под давлением.
Технология литья под высоким давлением
Литье под высоким давлением — одна из наиболее конкурентоспособных технологий обработки металла, используемых сегодня в обрабатывающей промышленности.
Иногда это называют литьем под давлением. В этом процессе литья металла под давлением расплавленный металл впрыскивается в металлическую форму под высоким давлением.
Обычно процесс происходит при высокой скорости и давлении. В большинстве случаев температура литья под давлением в процессе литья всегда составляет около 700 ° C.
Эта технология была принята на вооружение рядом компаний-производителей. Это связано с превосходными и тонкостенными литыми под давлением деталями.
Преимущества процесса литья под высоким давлением
Данная технология производства гарантирует следующие желаемые свойства:
- Подходит для крупносерийного производства деталей.
- Возможно изготовление деталей с очень жесткими допусками.
- Детали, литые под давлением, имеют превосходную отделку, т. Е. Гладкую поверхность с мелким зерном.
- Гарантирует высокую производительность металлических деталей.
- Этот процесс также подходит для деталей очень малой толщины, например, от 1 до 2,5 мм.
- Это точный производственный процесс, поэтому может потребоваться небольшая дополнительная механическая обработка или она не потребуется.
- С помощью этого процесса можно изготавливать очень легкие детали.
- Может использоваться для изготовления сложных деталей.
- Гарантирует гибкую и быструю доставку
Недостатки литья под высоким давлением
Также важно отметить, что эта технология изготовления металлических деталей может не подходить для всех производственных процессов по следующим причинам:
- Затраты на инструмент выше, чем при литье под давлением.
- Это может быть неэкономичным для процесса производства мелких деталей.
- Этот процесс требует сложного оборудования.
- Размер отливки ограничен размером станка.
Опять же, стоит отметить, что этот процесс может быть связан с проблемами пористости. Это основная причина, по которой техника эвакуационной камеры может быть использована для уменьшения ее воздействия.
Факторы, которые следует учитывать при литье под высоким давлением
Это фундаментальный аспект, который гарантирует успех всего процесса. То есть выбор рекомендуемого давления, температуры нагрева и веса является ключевыми вопросами, которые необходимо учитывать.
Выбор подходящего металла также является важным аспектом. Не забывая об эффективности машины для литья под давлением.
Например, эффективная машина гарантирует высокую производительность — около 200 отливок в час. Это будет зависеть от сложности детали и мощности машины для литья под давлением.
Это делает устойчивость и пригодность одними из фундаментальных аспектов, которые необходимо учитывать. В большинстве случаев этот процесс литья под давлением в основном используется для литья цинка и алюминия.
Это ряд факторов, которые делают их пригодными для этого процесса, в том числе их доступность и тот факт, что они могут быть переработаны. Два металла можно переработать без потери их основных приоритетов.
Разберем требования для каждого случая:
Цинк для литья под давлением ; — расплавленный цинк вводят при 425 ° C. Обычно удельное давление поддерживается на уровне около 500 бар. Для этого требуется высококачественная форма и высокая скорость.
Алюминий для литья под давлением ; расплавленный алюминий выдерживают при 670 ° C. Для этого требуется высококачественная пресс-форма, а процесс должен происходить на высокой скорости при температуре 1000 бар.
Таким образом, учитывая все аспекты, упомянутые выше, вы можете решить, подходит ли этот процесс для данного приложения или нет.
Литье под низким давлением
Это еще одна технология литья под давлением, популярная во многих отраслях промышленности.Обработку поверхности этого процесса можно сравнить с обработкой поверхности методом литья под давлением.
Ты, на самом деле не одно и то же. В этом процессе расплавленный металл вводится в форму под низким давлением.
Как правило, детали, полученные методом литья под низким давлением, лучше, чем детали, полученные методом литья под давлением. Опять же, важно отметить, что они не так хороши, как те, которые производятся методом литья под высоким давлением.
Этот метод в основном используется для литья под давлением сплавов с низкой температурой плавления, таких как сплавы магния и алюминия.
В большинстве случаев давление, необходимое для поддержания процесса, может составлять от 2 до 15 фунтов на квадратный дюйм. Это давление заставляет расплавленный металл в печи подниматься по трубе и попадать в полость матрицы.
Давление воздуха сбрасывается только после того, как расплавленный металл превращается в твердый.
Преимущества литья под низким давлением
Этот процесс имеет следующие ключевые преимущества:
- Подходит для небольших объемов производства.
- Имеет довольно высокую производительность металлических деталей
- Гарантирует высокую урожайность — около 90%
- Отливка может подвергаться термообработке
- Стоимость производства немного ниже, чем при литье под высоким давлением.
- Улучшенная обработка поверхности, что сокращает время чистовой обработки. Поверхности, полученные методом литья под высоким давлением, лучше.
- Улучшенный линейный допуск по сравнению с литьем под действием силы тяжести.
- Возможно изготовление деталей с тонкими стенками.
Недостатки литья под низким давлением
Данная технология изготовления имеет следующие основные недостатки:
- Затраты на инструмент немного выше, чем у других технологий литья, таких как литье под действием силы тяжести.
- Это требует сложного оборудования, которое может быть очень дорогим.
Таким образом, технологии литья под высоким и низким давлением имеют общий производственный процесс.
Основная разница заключается в величине необходимого давления. Конечно, это единственный неотъемлемый фактор, из-за которого используемые инструменты могут незначительно отличаться.
Важно, чтобы вы понимали основные характеристики, которыми должен обладать конечный продукт. Это может быть превосходная обработка поверхности или с жестким допуском.Исходя из этого, вы можете выбрать литье под низким или высоким давлением.
Гравитационное литье под давлением
Литье под давлением — один из тех процессов, которые широко используются как для средних, так и для больших объемов производства.
В нормальных условиях в этом процессе используется постоянная форма, поэтому легче получить продукт почти чистой формы.
Эта возможность литья под давлением варьируется от одного производителя к другому. То есть одни компании используют автоматизированные системы, а другие — ручные.
Опять же, вес готового изделия, которое можно отлить, зависит от типа машины.
Техника гравитационного литья под давлением была принята большинством компаний из-за того, что она снижает стоимость производства.
Инструменты, которые здесь используются, дешевле, чем те, что используются при литье под высоким давлением.
Компания, у которой есть все вышеперечисленные технологии производства, всегда может изучить проект и впоследствии выбрать технику, которая подходит их клиентам.
Что включает в себя процесс?
В отличие от литья под высоким давлением, когда расплавленный металл перемещается в матрицу под действием высокого давления, этот метод литья под давлением зависит от силы тяжести.
ПРИМЕЧАНИЕ: Нет никакой другой силы, которая могла бы облегчить течение расплавленного металла.
Этот процесс производства металлических деталей подходит для цветных сплавов. То есть сплавы меди, алюминия и цинка.
Это производственный процесс, который в основном используется для производства профилей из тяжелых металлов.Однако детали тоньше, чем детали, изготовленные методом литья в песчаные формы.
Этот процесс включает четыре основных процесса:
- Форму следует нагреть, нанести на нее смазку и затем закрыть. Смазка помогает контролировать температуру формы.
- Расплавленный металл выливают в форму и дают ему остыть.
- Матрица открывается для удаления металлических литых компонентов. Сделать это можно с помощью выталкивателей.
- Матрица подготовлена к следующему процессу литья.
Литье под давлением под действием силы тяжести можно использовать для изготовления деталей сложной формы.
Примеры продуктов, которые могут быть произведены с использованием этой технологии, включают детали дизельных двигателей, системы кондиционирования воздуха, детали цилиндров и системы клапана потока, и это лишь некоторые из них.
Преимущества литья под давлением
К основным преимуществам данной технологии изготовления можно отнести:
- Лучшая точность размеров.
- Можно отливать более тонкие стенки, они могут быть меньше, чем при литье под давлением.
- Сокращает количество второстепенных операций.
- Придает желаемые механические свойства металлическим частям, например. высокая прочность на разрыв.
- Конечные детали имеют более гладкую поверхность, чем детали, изготовленные методом литья в песчаные формы.
- Возможно более быстрое производство.
- Поднутрения можно производить с помощью подрезов.
Недостатки гравитационного литья под давлением
Процесс имеет следующие основные недостатки:
- Имеет высокую начальную стоимость.
- С помощью этой техники невозможно получить очень сложные формы.
- Минимальная толщина стенки, которую можно отлить под давлением, составляет от 3 до 5 мм.
Таким образом, важно отметить, что этот процесс отличается от двух процессов литья под давлением, упомянутых выше, следующими ключевыми аспектами:
- Качество выпускаемых деталей.
- В зависимости от силы тяжести в отличие от индуцированной силы.
- Размер деталей, которые можно отлить.
Следовательно, важно рассмотреть три вышеупомянутых аспекта, прежде чем выбирать литье под давлением в качестве основного производственного процесса. Аспект стоимости производства также является важным фактором, который следует учитывать.
Литье под вакуумом
Технология вакуумного литья под давлением была принята компаниями, производящими крупногабаритные детали.
Обычно эти детали имеют проблемы с пористостью. Это происходит из-за захвата воздуха внутри отлитого компонента.На протяжении многих лет вакуумное литье под давлением оказалось лучшим способом устранить проблему пористости.
Как работает вакуумное литье под давлением?
В большинстве случаев матрица изготавливается из стали в герметичном колпаке. Он имеет два ресивера — верхний выход и литник, через который расплавленный металл попадает в фильеру, и в вакуум.
Расплавленный металл течет в фильеру из-за разницы давлений. Расплавленный металл течет по литнику к фильере, где металл затвердевает.Этот цикл продолжает повторяться.
При вакуумном литье под давлением требуемый перепад давления регулируется путем изменения вакуума. Это между расплавленным металлом и полостью. Процесс требует жесткой системы контроля, которая может быть достигнута в процессе проектирования.
Вакуумное литье под давлением внедрено в ряде производственных компаний. Автомобильная промышленность использует этот метод для производства различных деталей двигателя.
Преимущества вакуумного литья под давлением
К основным преимуществам данной технологии производства можно отнести следующее:
- Литые детали имеют хорошие сварочные свойства.
- Детали обладают высокой механической прочностью.
- Они связаны с низким разбросом продукции.
- Превосходно снижает пористость газа.
- Матрица производит точные детали, которые могут не требовать дополнительных операций.
Недостатки вакуумного литья под давлением
Данная технология литья металла имеет следующие основные недостатки:
- Стоимость начальной установки относительно высока.
- Установка процесса литья под давлением в вакууме затруднительна.
- Для некоторых деталей могут потребоваться дополнительные операции. Они могут быть не такими точными, как те, что производятся методом литья под давлением.
Как добиться успешного литья под давлением
Чтобы получить желаемые формы, важно соблюдать следующие ключевые аспекты:
- Для обеспечения высокой производительности вакуумный компонент должен быть высокого качества. Сборка дроби и матрица должны быть плотно закрыты. Это гарантирует эффективность и надежность.
- Для достижения высокой воспроизводимости и точности важно контролировать профили давления и скорости.
- Необходимо контролировать следующие компоненты: распыление штампа, смазку плунжера, плату за расплавленный металл и контроль температуры штампа.
ПРИМЕЧАНИЕ: Достижение оптимального процесса вакуумного литья может быть сложной задачей. Только высокий вакуум может соответствовать требованиям вышеуказанной спецификации. Поэтому каждый процесс нужно оптимизировать.
Как правило, этот процесс можно использовать для изготовления герметичных компонентов.
Детали используются в автомобильной, аэрокосмической, газовой и пищевой промышленности, а также в других отраслях.
Некоторые из наиболее распространенных деталей, производимых с помощью этого метода, включают, среди прочего, масляные насосы, опоры двигателя, компоненты тормозов, раздаточные коробки трансмиссии, коллекторы и крепления масляных фильтров.
Таким образом, это уникальный производственный процесс, который играет важную роль в производственном процессе.В этой главе мы должны отметить следующие ключевые моменты:
- Перечислите и объясните различные типы технологий литья под давлением. То есть литье под давлением, литье под давлением под давлением и литье в вакууме.
- Объясните различные преимущества и недостатки каждого производственного процесса.
- Выберите лучшую технику литья под давлением для конкретного проекта.
- Объясните принципы работы для каждой технологии изготовления
Есть вопросы? Спросите инженера сейчас:
Глава 4: Машины для литья под давлением
Выбор подходящей машины для литья под давлением — важный процесс.С момента изобретения эти машины претерпели ряд инноваций.
Все это нацелено на улучшение:
- Гибкость процесса ; Машина позволяет выполнять различные процедуры литья под давлением. То есть, будь то экономичный, компактный или расширенный процесс литья под давлением.
- Высокая степень воспроизводимости и точности ; Современные машины для литья под давлением позволяют осуществлять точно контролируемый и динамичный процесс литья. Это гарантирует постоянство производимых деталей.
- Энергосбережение; это обеспечивает полное снижение затрат. Это достигается за счет хорошего управления машиной.
- Универсальное решение для литья под давлением ; это позволяет упростить обращение и повысить производительность машины.
Машины для литья под давлением различаются по конструкции, техническим характеристикам и характеристикам.
Взять, к примеру, литейные машины производства L.K. Machinery, Inc. и Toshiba DC-J Series.
Каждая машина имеет уникальные характеристики, которые делают ее подходящей для конкретной задачи.
Ниже приведен пример машины для литья под давлением, произведенной компанией Toshiba Machine Japan.
Рекомендации при покупке машин для литья под давлением
Есть одно простое правило, машина должна уметь выполнять желаемую задачу.
То есть максимальная производительность и эффективность.
Критические детали, которые следует учитывать в машине, включают следующее:
Грузоподъемность тонн; они бывают различной мощности, которые могут варьироваться от 80, 120 до 250 тонн и более.Это будет зависеть от задачи, которую должна выполнять машина.
Станочная база ; это секция, в которой покоится вся конструкция машины. У него должна быть прочная структурная основа для поддержки машины.
Механизм фиксации штампа ; большинство машин используют гидравлические системы. Он должен быть регулируемым, чтобы он мог удерживать все типы штампов.
Система теплообменника ; в основном используется для охлаждения системы.Это предотвращает перегрев формы.
Система впрыска и выброса ; система впрыска работает на основе гидравлической системы. Они предназначены для работы от гидроаккумулятора высокого давления.
Гидравлическая система ; отвечает за все движения различных компонентов. Он состоит из следующих основных частей, предохранительного клапана, гидроаккумулятора, пластинчатого насоса, разгрузочного клапана и пластинчатого насоса. Они могут различаться в зависимости от конструкции машины для литья под давлением.
Электросистемы ; эти основные части гидравлических машин. Электрические части могут состоять из реле, контакторов, распределительных устройств, двигателей и т.д.
Важно, чтобы вы оценили каждую секцию машины во время покупки. Он должен соответствовать критериям эффективности потребностей вашего клиента.
Теперь, когда у нас есть представление о том, зачем нам нужны эти машины и основные части, из которых они состоят, мы можем обсудить различные типы машин для литья металла под давлением для различных применений.
Машины для литья под давлением
Литье под давлением — распространенный процесс во многих отраслях промышленности.
Есть несколько компаний, которые производят машины для литья под давлением.
Они бывают разных конфигураций в зависимости от металла, подлежащего литью под давлением.
Например, есть полностью автоматизированные и полуавтоматические станки.
Существует два основных типа машин для литья под давлением, включая:
Машины для литья под давлением с горячей камерой;
Эти машины также доступны в различных конфигурациях и конструкциях.
У них разные силы запирания в зависимости от конструкции станка. Эти машины разработаны для обеспечения высокой производительности и точности.
Машины в основном используются для литья под давлением сплавов магния, цинка и свинца. В основном это металлические сплавы с низкой температурой плавления.
Для обеспечения высокого уровня точности современные станки оснащены полной системой управления. То есть система управления с обратной связью.
Они разработаны для снижения производственных затрат за счет энергоэффективности.
Инструменты для литья металла по лучшим ценам — выгодные предложения на инструменты для литья металла от глобальных продавцов инструментов для литья металла
Отличные новости !!! Вы находитесь в нужном месте для инструментов для литья металла. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший инструмент для литья металла вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели инструменты для литья металла на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в инструментах для литья металла и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести metal casting tools по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Быстрое литье из серебра: 6+ методов литья металла от Ноэля Йововича
перейти к содержанию- Войти / Зарегистрироваться
- Корзина 0
Нет товаров в корзине.
- 0
Тележка
Нет товаров в корзине.
- Вязание
- Исследовать
- Статьи / блоги
- Образцы вдохновения
- Подарки / праздники
- Knitalongs
- Бесплатные выкройки
- Исправления
- Исследовать
- Как сделать
- Как вязать
- Прививка
- Цветное оформление
- Глоссарий
- Как сделать
- События
- Видео
- Yarn Hacks
- Подкасты
- Fiber Nation
- Вязание Nerdcast
- маг.
- Журналы
- Подписаться
- Выкройки
- Загрузки видео
- Интернет-мастерские
- Коллекции выкроек
- Пряжа
- маг.
- Ювелирные изделия
- Исследовать
- Статьи / блоги
- Project Inspiration
- Gemstones
- Бесплатные проекты
- Исследовать
- Как сделать
- Металлообработка
- Пайка
- Проволока Ювелирные изделия
- Конкурсы
- Как сделать
- События
- Bead Fest
- Tucson Show Guide
- События
МЕНЮ
Литье из легких металлов
Handtmann — стратегический системный партнер в области литья алюминия и магния.От нашей компетенции зависят известные производители и поставщики.
ИННОВАЦИИ: БУДУЩЕЕ С РУКОЙ
Вы можете узнать о различных процессах в Интернете на канале YouTube подразделения Handtmann Metal Foundry.
Закупка
Как поставщик, вы можете получить выгоду от долгосрочного партнерства с Handtmann
.Станьте поставщиком Handtmann
Закупка компонентов, услуг, а также сырья, вспомогательных и эксплуатационных материалов является фундаментальной основой нашей производственной деятельности.
Мы хотим и дальше развиваться вместе с лучшими поставщиками. Вот почему наша команда по закупкам работает по всему миру с компетентными и надежными партнерами.
Контакт
Свяжитесь с нами!
Мы с нетерпением ждем вашего ответа.
Подайте заявку, чтобы стать частью команды Handtmann!
Ознакомьтесь с нашими текущими вакансиями на нашей странице вакансий.
Перейти на страницу карьеры .