Линия для производства саморезов по дереву
Линия для производства саморезов по дереву
Холодновысадочный автомат ID5x65 — 14 500 USD
Технические характеристики
Максимальный диаметр готовых изделий: 2-5 мм
Длина готовых изделий: 12-65 мм
Максимальная производительность: 140-160 шт/мин
Количество станций штамповки: 1
Максимальная длина резки: 85 мм
Статичная длина выдвижения матрицы (K.O ход): 90 мм
Динамическая длина выдвижения матрицы (P.K.O ход): 7 мм
Размер среза (толщина*ширина *длина): 9*32*65 мм
Диаметр статичного держателя матрицы / Размер главной матрицы: Ф34.5/80 мм
Размеры основного штампа: Ф31*60 мм
Диаметр отрезного штампа: Ф19 мм
Главный ход скользящего контакта: 92 мм
Мощность двигателя: 2.2 кВт
Мощность масляного насоса двигателя: 180 Вт
Размеры станка: 1.85*1.1*1.22 м
Вес: 1800 кг
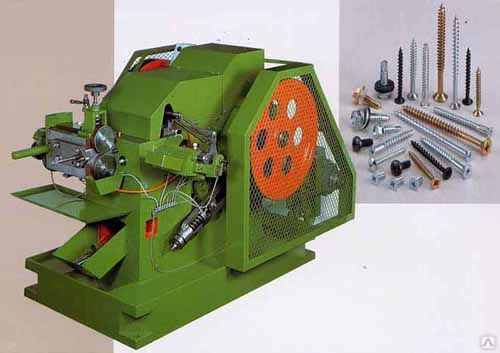
Резбонакатный станок IC6x75 — 13 700 USD
Технические характеристики
Максимальный диаметр готовых изделий: 2-6 мм
Максимальная длина готовых изделий: 15-100 мм
Максимальная длина резьбы: 15-75 мм
Максимальная производительность: 160-180 шт/мин
Динамические /Статические размеры зубца: 127/108×25 мм
Мощность двигателя: 5. 5 кВт
5 кВт
Мощность насоса для смазки: 25 Вт
Мощность системы охлаждения насоса: 90 Вт
Вес: 2200 кг
Размеры станка: 2.14*1.7*1.6 м
ФОТО КОНЕЧНОГО ПРОДУКТА
ОСНОВНЫЕ ВОПРОСЫ ПО ПРОИЗВОДСТВУ САМОРЕЗОВ
Прессформы изготавливаются заводом под конкретный диаметр саморезов (предварительно согласованный с покупателем), поменять его невозможно
Прессформа на холодновысадочный автомат формирует дизайн головки, диаметр и длину самореза
Прессформа (состоит из 2 плашек, одна крепится на станке, другая подвижна) на резьбонакатной станок накатывает резьбу на саморезах
Чтобы производить саморезы одного диаметра, с одинаковым дизайном головки, с одинаковой резьбой, но с разной длиной нужно приобрести: 1 прессформу на холодновысадочный автомат и несколько прессформ на резьбонакатной станок в зависимости от диаметра и длины самореза), а длину самореза регулировать с помощью замены стержней в прессформе
Стержень выталкивает (высаживает заготовку), пробойник формирует тип шлица самореза, устанавливаются в прессформу на холодновысадочном автомате
Со станками поставляется инструменты: набор гаечных ключей, крестовая отвёртка, шестигранный ключ, инструкция на английском языке
Рекомендованное сырье: проволока из углеродистой стали, медь, нержавеющая сталь, карбоновая сталь можно использовать без термозакалки для дерева, гипсокартона, проволока ГОСТ 5663-79, Применяемые марки стали: 08-20 кп, 08-45, СТАЛЬ 10, 08; 08кп; 10-10кп; 15-15кп; 20; 20кп; 25; 30; 35; 40; 45
Недорого сырье можно купить в РФ цена за 1 тонну: 30-50 т. р. на Урале (Челябинск, Магнитогорск, Екатеринбург и т.д.), проволока из Китая обойдется в 2700-3500 USD/тонна
р. на Урале (Челябинск, Магнитогорск, Екатеринбург и т.д.), проволока из Китая обойдется в 2700-3500 USD/тонна
Данные станки без ЧПУ
Для производства черных саморезов необходимо использовать термозакалочную печь
Для защиты от ржавчины саморезы должны обрабатываться в линии гальванизации, где на них наносится защитное покрытие
За станками должен работать высококвалифицированный оператор (1-2 человека в зависимости от количества станков)
Прессформы для холодновысадочного автомата могут эксплуатироваться довольно длительный срок, прессформы для резьбонакатного станка подлежат замене, если возникают проблемы с нарезанием резьбы
Себестоимость самореза – 25-30 копеек, с учетом затрат на электроэнергию, зарплату, аренду и т.д
Станки охлаждаются маслом, масло подается с помощью насоса, которым оборудован станок, расход масла минимален, т.к. используется система циркуляции масла, в новых станках масло меняется раз в месяц, в редукторе масло меняется раз в 6 месяцев, количество масла определяется конкретной моделью станка, раз в месяц необходимо производить чистку масляного насоса. Смазочные материалы: любое машинное масло, летом №40, зимой №10 (Вязкость моторного масла по SAE)
Смазочные материалы: любое машинное масло, летом №40, зимой №10 (Вязкость моторного масла по SAE)
Количество саморезов в 1 тонне зависит от каждого конкретного типа, длины и диаметра самореза
Из 1 тонны получается 980 кг саморезов
Для правильного подбора станков необходимо предоставить чертеж конечного самореза с указанием всех размеров
РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СТАНКОВ
Для производства одного диаметра самореза необходимы 2 прессформы –
1 на холодновысадочный автомат и 1 на резьбонакатной станок:
стоимость 1 прессформы на холодновысадочный автомат – 850 USD
стоимость 1 прессформы на резьбонакатной станок – 700 USD
Прессформы для холодновысадочного автомата рассчитаны на производство
31 000 000 — 35 000 000 шт / (1 комплект)
Прессформы на резьбонакатной станок рассчитаны на производство
31 000 000 — 35 000 000 шт / (1 комплект)
стоимость пробойника – 15 USD/шт
стоимость стержня – 15 USD/шт
Пробойники для холодновысадочного автомата рассчитаны на производство
2 000 000 – 3 300 000 шт / (1 шт)
Стержни для холодновысадочного автомата рассчитаны на производство
2 000 000 – 3 300 000 шт / (1 шт)
КЛЮЧЕВЫЕ МОМЕНТЫ
ДОСТАВКА – 25 ДНЕЙ
СРОК ИЗГОТОВЛЕНИЯ ЛИНИИ – 45 ДНЕЙ
ОПЛАТА ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ТРАНШАМИ:
50% — ПРЕДОПЛАТА
30% — ПЕРЕД ОТПРАВКОЙ ОБОРУДОВАНИЯ С ЗАВОДА ИЗГОТОВИТЕЛЯ
20% — ПОСЛЕ ТАМОЖЕННОЙ ОЧИСТКИ В РОССИИ (ПЕРЕД ОТПРАВКОЙ КЛИЕНТУ)
ГАРАНТИЯ – 1 ГОД
ЦЕНА УКАЗАНА БЕЗ УЧЕТА УСТАНОВКИ, НАСТРОЙКИ И ПУСКО-НАЛАДОЧНЫХ РАБОТ
ЦЕНА ВКЛЮЧАЕТ ДОСТАВКУ ИЗ КИТАЯ В НОВОСИБИРСК И ПОЛНУЮ ТАМОЖЕННУЮ ОЧИСТКУ
ДОСТАВКА ИЗ НОВОСИБИРСКА В ДРУГИЕ ГОРОДА — ЗА СЧЁТ ПОКУПАТЕЛЯ
Оборудование для производства саморезов и шурупов холодным способом
ОБОРУДОВАНИЕ ТАЙВАНЬ МЕТИЗ АЛЬЯНС ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморезы, произведенные на оборудовании Тайвань Метиз Альянс, используются в разных странах мира на многих компаниях-производителях электроники, таких, как SONY, PANASONIC, OLYMPUS, SAMSUNG, BenQ и др. Ниже приведен список стандартной продукции, которую можно производить на оборудовании Тайвань Метиз Альянс.
Ниже приведен список стандартной продукции, которую можно производить на оборудовании Тайвань Метиз Альянс.
Саморез по дереву/
гипсокартону
Саморез по
бетону
Саморез для
гипсовых стен
Саморез-гвоздь
Саморез
резьбонарезающий
Саморез-клоп
Саморез кровельный
(строительный)
Саморез со сверлом
Саморез по пластику
Саморез по дереву
(мебельный)
Кровельный саморез
Саморез оконный
Биметаллический саморез для крепления конструкций солнечных панелей
Саморез со сверлом и шайбой из нержавеющей стали
Биметаллический саморез
по бетону
Тайвань Метиз Альянс предлагает широкую линейку высадочного и резьбонакатного оборудования для производства саморезов.
На что необходимо обращать внимание перед выбором модели оборудования?
Для того, чтобы правильно подобрать модель и комплект оборудования для саморезов, которая будет гарантировать выпуск продукции на который есть большой спрос на рынке необходимо указать:
- Диаметр продукции.

- Длину производимой продукции.
- Указать наличие сверла/острия.
- Указать тип самореза, его назначение (по дереву, по металлу, по бетону, кровельный, оконный).
- Предоставить чертеж, фото или указать стандарт DIN или ГОСТ.

Для Вашего удобства, мы составили таблицу соответствия оборудования и продукции и оборудования, указали список наиболее популярных саморезов на рынке крепежных изделий.
ХОЛОДНО-ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ В ЗАЩИТНОМ КОЖУХЕ
Благодаря полностью герметичной конструкции, модели данного оборудования для производства саморезов и шурупов имеют низкий уровень шума и высокие экологические показатели, соответственно стоят дороже, чем другие модели. Модели с защитным кожухом сочетают в себе расширенные возможности с более сложной системой параметров контроля.
Комплектация оборудования для производства саморезов
Стандартная комплектация
- 1 комплект инструмента
- Размотчик проволоки для высадочных станков
- Рабочее освещение
- Инструменты для технического обслуживания
- Паспорт
- Руководство по эксплуатации на русском языке
- Электрические схемы
- Код ТН ВЭД — 8462 10 900 0
Дополнительная комплектация (опция)
- Инвертер скорости
- Конвейер для удаления стружки
- Сертификация СЕ
Модельный ряд оборудования для производства саморезов и шурупов
RA-2C
RA-5.
RA-10C
RA-15C
RA-20C
RA-25C
Технические характеристики оборудования для производства саморезов и шурупов
| Модель | Макс. диаметр заготовки | Макс. длина заготовки | Длина хода ползуна | Производительность, шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Первый пуансон | Второй пуансон | Мощность основного двигателя | Масляный насос | Параметры, | Вес нетто, кг | Вес брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-2C | 0.8~3 мм | 24 мм | 38 мм | 190~220 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л. с. с. | 165x110x156 | 860 | 930 |
| RA-5.5C | 2~3.5 мм | 28 мм | 46 мм | 200~250 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 175x115x185 | 1050 | |
| RA-10C | 2~4 мм | 32 мм | 58 мм | 190~220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л.с. | ¼ л.с. | 185x130x200 | 1060 | 1360 |
| RA-15C | 4~5 мм | 64 мм | 92 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 198x130x175 | 1930 | 2130 |
| RA-15C | 4~5 мм | 76 мм | 110 мм | 150~180 | 34. | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 198x130x175 | 2030 | 2230 |
| RA-20C | 4~6 мм | 76 мм | 124 мм | 80~100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 240x140x150 | 2775 | 2280 |
| RA-20C | 4~6 мм | 102 мм | 160 мм | 80~100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 265x140x188 | 3250 | 3400 |
| RA-25C | 4~8 мм | 102 мм | 160 мм | 65~85 | 60 мм | 32 мм | 38 мм | 38 мм | 7 ½ л.с. | ¼ л.с. | 350x160x180 | 4500 | 4650 |
ХОЛОДНО-ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ В ПОЛУЗАЩИТНОМ КОЖУХЕ
Оборудование для высадки (производства) саморезов и шурупов в полузащитном кожухе сравнительно проще в эксплуатации по сравнению с моделями в защитном кожухе, и более экологически чистое.
Модельный ряд оборудования для производства саморезов и шурупов
RA-5.5S
RA-10S
RA-15S
RA-20S
Технические характеристики оборудования для производства саморезов и шурупов
| Модель | Макс. диаметр заготовки | Макс. длина заготовки длина заготовки | Длина хода ползуна | Производ., шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Второй пуансон | Мощность привода | Масляной насос | Параметры станка ДxШxВ, мм | Вес-нетто, кг | Вес-брутто, кг | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-5S | 0.8-3 мм | 24 мм | 38 мм | 170~200 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.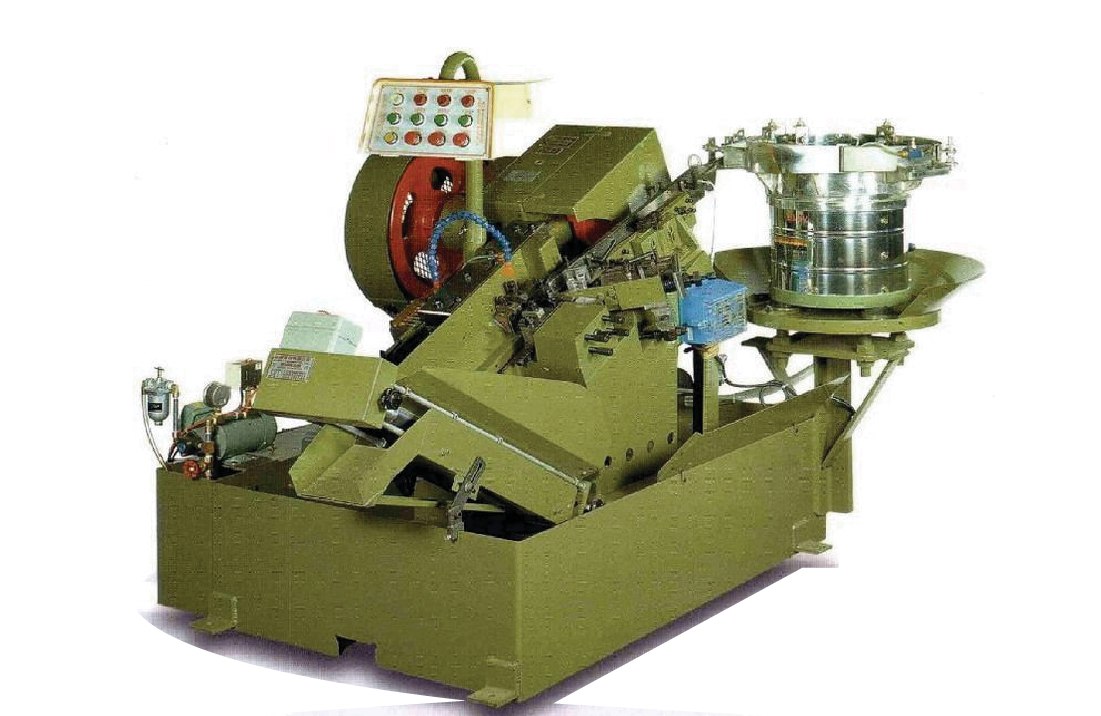 с. с. | 1650x1100x1560 | 820 | 880 |
| RA-5.5S | 2-3.5 мм | 28 мм | 46 мм | 200~250 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | 1750x1150x1550 | 980 | 1050 | |
| RA-10S | 2-4 мм | 32 мм | 58 мм | 190~220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л. с. с. | ¼ л.с. | 1850x1300x1720 | 1050 | 1160 |
| RA-15S | 4-5 мм | 64 мм | 92 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 2100x1100x1320 | 1750 | 1840 |
| RA-15S | 4-5 мм | 76 мм | 110 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л. с. с. | ¼ л.с. | 2100x1100x1320 | 1860 | 1980 |
| RA-20S | 4-6 мм | 76 мм | 124 мм | 90~110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 2400x1400x1500 | 2645 | 2750 |
| RA-20S | 4-6 мм | 102 мм | 156 мм | 80~100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л. с. с. | ¼ л.с. | 2650x1500x1500 | 3210 | 3360 |
ХОЛОДНО-ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ БЕЗ КОЖУХА
RA-5
RA-5.5
RA-10
RA-15
RA-20
Технические характеристикии оборудования для производства саморезов и шурупов
| Модель | Макс. диаметр заготовки | Макс. длина заготовки | Длина хода ползуна | Производ., шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Первый пуансон | Второй пуансон | Мощность привода | Масляной насос | Параметры станка ДxШxВ, мм | Вес-нетто, кг | Вес-брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-5 | 0. 8-3 мм 8-3 мм | 24 мм | 38 мм | 170~200 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1370x840x1020 | 500 | 560 |
| RA-5.5 | 2-3.5 мм | 28 мм | 46 мм | 200~250 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1750x1100x1600 | 780 | 860 |
| RA-10 | 2-4 мм | 32 мм | 58 мм | 190~220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л. с. с. | ¼ л.с. | 1690x1090x1260 | 960 | 1060 |
| RA-15 | 4-5 мм | 64 мм | 92 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 2100x1100x1320 | 1640 | 1750 |
| RA-15 | 4-5 мм | 76 мм | 110 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л. с. с. | ¼ л.с. | 2100x1100x1320 | 1750 | 1860 |
| RA-20 | 4-6 мм | 76 мм | 124 мм | 90~110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 2400x1400x1500 | 2400 | 2500 |
| RA-20 | 4-6 мм | 102 мм | 156 мм | 90~110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л. с. с. | ¼ л.с. | 2400x1400x1500 | 2400 | 2500 |
| RA-25 | 4-8 мм | 102 мм | 160 мм | 65~85 | 60 мм | 32 мм | 38 мм | 38 мм | 7 ½ л.с. | ¼ л.с. | 3500x1510x1350 | 4000 | 4150 |
| RA-30 | 10 мм | 152 мм | 230 мм | 52~60 | 80 мм | 40 мм | 55 мм | 55 мм | 15 л. с. с. | ½ л.с. | 4450x1740x1510 | 7000 | 7000 |
| RA-40 | 13 мм | 152 мм | 230 мм | 50~60 | 98 мм | 48 мм | 68 мм | 68 мм | 30 л.с. | ½ л.с. | 5000x2050x1800 | 12000 | 12000 |
ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОРЕЗОВ, ВИНТОВ, ЗАКЛЁПКИ И ШУРУПОВ
Мы имеем возможность разрабатывать инструмент и оснастку согласно чертежам готовых изделий и техническим требованиям заказчика. Для этого необходимо уточнить размер посадочных мест для оснастки, модель используемых холодновысадочных станков и диаметр проволоки, используемый для высадки крепежа, метизов и деталей).
Для этого необходимо уточнить размер посадочных мест для оснастки, модель используемых холодновысадочных станков и диаметр проволоки, используемый для высадки крепежа, метизов и деталей).
ПОЛНЫЙ ЦИКЛ ПРОИЗВОДСТВА САМОРЕЗОВ
Проволока проходит несколько этапов обработки, прежде чем превратится в саморез. Формирование заготовки с помощью холодновысадочного станка. На этом этапе изделие приобретает нужную длину, наконечник, головку. Далее на резьбонакатном станке нарезается стержневая резьба. Для повышения качества продукции можно добавить процессы закаливания поверхности для повышения прочности изделия и антикоррозионную обработку. После этого товар упаковывается, фасуется по полиэтиленовым пакетам и коробках..
Технология холодной высадки саморезов
Производство заготовок саморезов производится на двухударных однопозиционных автоматах (высадочных станках). Оборудование имеет два пуансона (черновой и чистовой) и одну высадочную матрицу.
Подготовленная проволока устанавливается на разматывающее устройство и подается через систему роликов двухплоскостного рихтующего устройства в приемное отверстие отрезной матрицы. Далее необходимо выставить регулируемый упор на нужную длину заготовки. После этого автомат включается на рабочий ход.
Отрезной нож выполняет рез и прижимными лапками переносит заготовку на позицию высадки где заготовка подхватывается торцом чернового пуансона, заталкивается в высадочную матрицу до переднего конца выталкивателя, после чего происходит предварительная высадка головки.
При втором ходе исполнительного механизма происходит поворот инструментальной головки, в результате чего на позицию высадки выставляется пуансон второго удара, окончательно оформляющий головку самореза.
Во время возвратного хода ползуна холодновысадочного автомата его выталкиватель производит извлечение отштампованной заготовки из полости высадочной матрицы, после чего цикл повторяется. Отштампованная заготовка поступает по лотку в приемную емкость.
Оборудование для производства саморезов: станки, линии для изготовления
Саморезы требуются профессиональным строителям и каждому, кто делает ремонт своими силами. Без этих крепежных деталей невозможно изготовить мебель, отремонтировать полочку, установить стеллажи в гараже или на даче. В общем, саморезы нужны всем, поэтому бизнес-проект начать их выпуск – весьма перспективное направление.
Саморез – крепежное изделие, стержень с головкой и резьбой, конец всегда острый.
Разновидности саморезов
Оказывается, для каждого вида материала и операции подходят саморезы только определенного качества, и таких видов немало, зависящих:
- от материала, к которому нужно закрепить конструкции: универсальные, по бетону, металлу, дереву и т. п.;
- от комплектации: с пресс-шайбой, с пластмассовым дюбелем;
- от материала, из которого изготовлены: из латуни, нержавеющей стали, углеродистой стали с защитным покрытием;
- от формы головки: шестигранной, полусферической, потайной, воронкообразной;
- от шага резьбы: средний, частый, редкий, ассиметричный;
- от размеров – диаметра и длины.
/3a42c959cc31fd7.ru.s.siteapi.org/img/ec8bf66d6bfe59b8a215412d28d447f719f710c8.jpg)
Ассортимент этого крепежа настолько многообразен, что перечислить все виды – задача непростая.
Все мы любим сладкое мороженное, а ведь это еще и способ заработать. Узнайте больше о технологии производства мороженного и изготовление сладкого десерта станет вашим любимым делом!
А узнать какое сырье используется для производства незамерзающей жидкости вы можете на этой странице.
Сырье для производства саморезов
Чаще всего при изготовлении этого крепежа применяют нержавеющую сталь, высокоуглеродистую сталь или латунь.
Выбрав оборудование, нужно учесть его возможности и технологические особенности, касающиеся вида сырья. Так как приобретение любых видов стали не является проблемой, предприниматель может выбрать себе поставщика металлопроката, руководствуясь соображениями цены сырья, условий доставки и др.
Металлопрокат, являющийся сырьем для саморезов, может поставляться в виде отдельных стержней или проволоки, в зависимости от диаметра.
Особенности технологии
Последовательность процессов при производстве саморезов такая:
- формирование заготовок – нарубка стержней заданной длины, придание головке нужной формы;
- по транспортеру из специального накопителя заготовок поступление к станку, выполняющему нарезку резьбы заданных параметров;
- закалка крепежных деталей в специальной печи;
- нанесение защитного слоя на поверхность саморезов.
Процесс изготовления крепежа не трудоемок, занимает немного рабочего времени, особенно, если выбрано качественное оборудование.
Выбор оборудования для изготовления саморезов
Исходя из размера начального капитала и наличия налаженного сбыта крепежа, предприниматель может приобрести оборудование недорогое, с выпуском в 50 шт. саморезов в минуту, или требующее более внушительных средств, но зато с высокой производительностью, примерно в 250 шт. и более в минуту.
Оборудование для производства саморезов должно быть качественным, ведь для нарезки резьбы определенных параметров нужна высокая точность. При ее несоблюдении может быть не выдержан шаг резьбы или длина нарезки, любое отступление от нормативов, малейшая неточность потребуют отнесения таких саморезов к браку. Продукция лучшего качества быстрее найдет своих покупателей.
При ее несоблюдении может быть не выдержан шаг резьбы или длина нарезки, любое отступление от нормативов, малейшая неточность потребуют отнесения таких саморезов к браку. Продукция лучшего качества быстрее найдет своих покупателей.
Станки для производства саморезов потребуются следующие:
- холодной высадки — выполняет нарезку проволочных стержней, формирует шляпку и заостряет конец, после чего направляет по желобу далее;
- для нарезки резьбы — оборудован специальными удерживающими устройствами, фиксирующими положение стержня в момент нарезки, что дает возможность соблюсти требуемые параметры резьбы;
- печь для закалки – в ней выдерживаются готовые изделия при температуре 800-900 °С, с последующим охлаждением, что обеспечивает нужную величину твердости;
- гальваника – линия, обеспечивающая строгое соблюдение временных рамок при обезжиривании, мытье, оцинковании саморезов;
- сушилка (центрифуга или специальный шкаф) — для сушки изделий горячим воздухом.

Какое бы качественное оборудование для изготовления саморезов не было использовано, контролировать качество перед расфасовкой или упаковкой готовой продукции следует обязательно.
Для обслуживания станков требуется штат специально обученных рабочих, большой расход электроэнергии, что не позволяет снизить цену на изделия. Сэкономить средства и повысить производительность можно, установив линию по производству саморезов. При использовании линии снижается процент брака, а для ее обслуживания требуется наличие 1-2 человек. Высокопродуктивная технологическая линия обеспечит окупаемость начальных затрат в более короткие сроки.
В наше время почти каждый второй мечтает сделать дома красивый ремонт и приобретя оборудование для производства натяжных потолков, вы станете обладателем очень прибыльного бизнеса.
Посмотреть видео о производстве сливочного масла вы можете здесь.
Перейдя по ссылке http://buisiness-oborudovanie.com/dlya-pishheproma/oborudovanie-dlya-proizvodstva-shokolada/, вы можете узнать какие линии по производству шоколада существуют.

О ведущих производителях оборудования
Основным поставщиком отдельных станков и линий является Тайвань, продукция фирм «FOB» и «LianTeng» предлагает разную комплектацию оборудования с варьированной производительностью, от чего зависит его стоимость. Станки и линии от тайваньских поставщиков имеют доступную цену при лучшем качестве.
Китай представлен в этом секторе фирмами «FET», Innor Machinery, станки которых имеют средние показатели производительности. Качества тайваньских компаний фирмы Китая пока не достигли, зато цена практически на одном уровне.
Оборудование России и Украины в этом секторе пока не достигло уровня Тайваня, хотя приобрести его возможно.
Бизнес по производству саморезов имеет смысл начать с приобретения оборудования б/у, заменить которое можно после наработки рынков сбыта и получения прибыли желаемого размера. В любом случае, это направление перспективное.
Смотрите видео о производстве саморезов
 youtube.com/embed/2-S42nFvbtg» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/2-S42nFvbtg» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Republished by Blog Post Promoter
Станок для производства саморезов | Строительное
ПродуктСаморез
Тип оборудованияМини
Производительность60 шт./мин.
Комплектация и технические характеристики
Подробнее
Модель Холодновысадочный станок WN0564 Модель Резьбонакатный станок WN06050 Диаметр (мм) 2-6 диаметр (мм) 3-6 длина (мм) 5-60 длина(мм) 70 Производительность (шт/мин. )60 Производительность (шт/мин.) 60 Габариты(m) 2*1.5*1.5 Габариты 2*1.5*1.7 Вес(тонна) 1.5 Вес(тонна) 1 Мощность(KW) 2.2 3.5
 )
)Описание
Если вы хотите производить саморезы, то от вас необходимо предоставить нам подобные чертежи саморезов (см образец чертежа ниже), которые вы хотите изготавливать, это необходимо для расчета стоимости пресс-форм и их изготовления.
| Номинальный диаметр | 3,5 |
| Диаметр головки, A | 8,0 – 8,5 |
| Высота головки, H | 3,0 – 3,5 |
| Диаметр, D | 3,7 – 3,8 |
| Шаг резьбы, P | 3,0 |
| Размер биты, Pz | 2 |
| Длина, I | |
| 30 | X |
| 40 | X |
| 50 | X |
Предупреждение: для производства саморезов ключевым звеном являются отжиг и оцинковка, инвестиции в данные оборудования очень велики (примерно более 200 тысяч долларов США), а также есть вопрос экологической безопасности. С небольшой производительностью саморезов, нет возможности приобрести эти два оборудования по отжигу и оцинковке.
С небольшой производительностью саморезов, нет возможности приобрести эти два оборудования по отжигу и оцинковке.
Совет: поиск заводов по оцинковке и отжигу на месте, таким образом вы сможете вести процесс обработки саморезов.
Как выбрать оборудование для производства саморезов. Лучший станок для производства саморезов :: BusinessMan.ru
Наверняка многие предприниматели задумывались над тем, чтобы наладить собственное производство саморезов. И действительно — почему бы и нет? Капиталовложения относительно небольшие, а технологическая линия сама по себе несложная.
Но тут нужно уметь правильно выбрать оборудование для производства саморезов, ведь от этого зависит не только качество продукции, но и многие другие факторы. Давайте со всем детально разберёмся.
Немного о технологии
Безусловно, спрос на строительные товары постоянно растёт, а так как саморезы относятся именно к этой группе товаров, то начать бизнес в данной нише довольно перспективно. Настоятельно рекомендуется производить товар путём холодной штамповки. Обусловлено это тем, что таким образом можно добиться наиболее оптимальных технических параметров изделия. Сама по себе технология достаточно простая и делится на 2 этапа.
Настоятельно рекомендуется производить товар путём холодной штамповки. Обусловлено это тем, что таким образом можно добиться наиболее оптимальных технических параметров изделия. Сама по себе технология достаточно простая и делится на 2 этапа.
На первом формируется болванка. Если простыми словами, то заготовка. В это время изготавливается как основная часть, так и головка с наконечником. Следующий шаг — это нарезание резьбы при помощи специальных инструментов, которые устанавливаются на автоматические станки. Если вы планируете постепенно развивать свой бизнес, то можно еще добавить некоторое оборудование для производства саморезов. Техника позволит осуществлять закалку для повышения прочности.
Оборудование для производства саморезов
Ну а сейчас давайте поговорим о наиболее важном — о покупке станков и автоматов. От того, насколько правильно будет выбрана техника, напрямую зависит качество готовой продукции, производительность и многое другое. Прежде всего, обратите внимание на погрешность, которая допускается во время нанесения резьбы.
Чем она меньше, тем лучше, но такой станок будет довольно дорогой. Нужно понимать, что, если будет большая неточность, то велика вероятность брака целой партии, а это большой материальный убыток.
Второй важный показатель — это скорость нарезки. Если ваш бюджет ограничен, то недорогой станок для производства саморезов с производительностью 50-60 штук в минуту обойдётся порядка 3 000 долларов. Если каждые 60 секунд выпускать более 200 единиц продукции, то цена возрастёт до 10 000 долларов и выше. Конечно, вам понадобится купить не только станок, а целую линию оборудования. Давайте как раз об этом и поговорим.
Линия для производства саморезов
Стоит сразу отметить, что технологическая цепочка может включать в себя различное оборудование, но мы поговорим о базовом. То есть о том, без чего не получится изготовить продукцию. Во-первых, сюда входит холодновысадочный станок. Он выполняет формировку головки и тела.
Помимо этого, нужно установить и резьбонакатный агрегат, собственно и наносящий резьбу. Несмотря на то что устройство данного оборудования довольно сложное, разобраться в нём не составит труда. Главное — это правильно его настроить. Как уже было отмечено выше, ценовой диапазон зависит от производительности.
Несмотря на то что устройство данного оборудования довольно сложное, разобраться в нём не составит труда. Главное — это правильно его настроить. Как уже было отмечено выше, ценовой диапазон зависит от производительности.
Как вы видите, эти два станка только и нужны. Конечно, есть смысл устанавливать закалочную печь (автоматическая), после этого готовые саморезы поступают на мойку. Стоит обратить внимание, что последний этап, то есть очистка, также не требует участия человека.
Каким должно быть сырьё?
Конечно, многие скажут, что оно должно быть качественным. И отчасти это правильный ответ. Но всё дело в том, что тут имеется возможность использовать разные металлы в зависимости от того, что нужно получить на выходе. Например, саморезы разной твёрдости, толщины, длины, а также стоимости. В общем и целом, подойдут такие материалы, как латунь или высокоуглеродистая или нержавеющая сталь.
Стоит заметить, что проволока для производства саморезов, поставленная в бобинах, предпочтительней из-за технических соображений. В принципе, тут необходимо руководствоваться видами производимого товара. Если это нержавеющие саморезы, то используете соответствующий материал. Когда вы будете расширять свой бизнес, то можете изготавливать саморезы из разных материалов. Опять же всё упирается в цену, но нужно учитывать особенности установленного оборудования.
В принципе, тут необходимо руководствоваться видами производимого товара. Если это нержавеющие саморезы, то используете соответствующий материал. Когда вы будете расширять свой бизнес, то можете изготавливать саморезы из разных материалов. Опять же всё упирается в цену, но нужно учитывать особенности установленного оборудования.
На что еще обратить внимание
Сложно сказать, какой именно станок для производства саморезов можно считать лучшим. В настоящее время имеется достаточное количество достойных производителей, чья продукция пользуется спросом. Среди них и отечественные компании. Что касается реализации продукции, то это тоже довольно важный момент.
Нужно ориентировать на магазины крепежа, а также крупные строительные компании. Лидирующие позиции среди резьбонакатных станков занимает модель IC 6 X75. Данный образец может выпускать порядка 180 готовых саморезов в минуту. Но оборудование довольно габаритное и имеет массу порядка 2-х тонн. Диаметр готовой продукции составляет около 6 миллиметров.
Также можно обратить своё внимание и на станок IC 6 X80. Его особенности в том, что, в отличие от предшественника, диаметр саморезов увеличен до 8 миллиметров, но за счёт этого габариты стали несколько больше, а производительность ниже. Вес составляет 3,1 тонны с возможностью выпуска 110 изделий в минуту.
Заключение
Хотелось бы сказать еще несколько слов о холодновысадочных станках. Их необходимо грамотно подобрать. Дело в том, что, к примеру, модель ID 5 X85 позволяет выпустить саморез максимальным диаметром 5 мм. Следовательно, с ним в паре нерационально использовать станок для нарезки резьбы IC 6 X80. Это же касается и производительности — она должна быть одинаковой.
Таким образом, вы сможете чётко наладить свою технологическую линию. Необходимо вовремя поставлять сырье для производства саморезов, так как простои выливаются в материальные убытки, что для вас не очень хорошо. Пожалуй, это всё, что можно сказать по данной теме.
Как вы видите, наиболее важным моментом является то, насколько правильно вы подберёте станки. Оборудование для производства саморезов должно быть новым, поэтому не покупайте б/у, ведь вы не получаете никаких гарантий, и уже завтра что-то может сломаться, а капитальный ремонт займёт несколько дней минимум, а это большие убытки.
Оборудование для производства саморезов должно быть новым, поэтому не покупайте б/у, ведь вы не получаете никаких гарантий, и уже завтра что-то может сломаться, а капитальный ремонт займёт несколько дней минимум, а это большие убытки.
Линия по производству саморезов
Янковский Денис Васильевич: В феврале купили машину резки стебля и корня чеснока. Качество и цена вполне соизмеримы. Что ожидали, то и получили . |
| Гулякин Владимир Иванович: Приобретали автоматический станок шовной аргонно-дуговой сварки. Выбрали — оплатили — получили. Все просто и без проблем. Довольны сотрудничеством. Большое спасибо! |
Процесс производства саморезов, винтов, болтов и других метизов включает в себя использование двух видов станков – холодновысадочного станка и резьбонакатного станка. | |
Узнать актуальные цены с учетом доставки по России и оставить заказ на поставку |
 Первый станок осуществляет формирование тела и головки винта или самореза, а второй станок наносит резьбу на изготовленный винт или саморез. Холодновысадочный станок работает в следующей последовательности: сначала отрезает от специальной металлической проволоки заготовку определенной длины, затем формует тело и головку и винта, болта или самореза. Станки разных моделей отличаются производительностью, диаметром и длиной производимых изделий.
Первый станок осуществляет формирование тела и головки винта или самореза, а второй станок наносит резьбу на изготовленный винт или саморез. Холодновысадочный станок работает в следующей последовательности: сначала отрезает от специальной металлической проволоки заготовку определенной длины, затем формует тело и головку и винта, болта или самореза. Станки разных моделей отличаются производительностью, диаметром и длиной производимых изделий.-
Комплектация
Комплектация линии по производству саморезов:
- Холодновысадочный станок, модель FET-ME15В
- Резьбонакатный станок, модель FET-ME6R
Дополнительно:
— плашки (1-130 USD за ед.)
— инвертер (750 USD)
— детектор на холодновысадочный станок (1200 USD) -
Технические характеристики
Холодновысадочный станок, модель FET-ME15B
Размер изделий (мм)
Максимальная длина
55
Минимальная длина
5
Диаметр изделия (мм) 2-5,2
Производительность (штук/мин)
100-120
Мощность двигателя (кВт) 2,2
Габаритные размеры (мм) 1700*950*1250
Вес (кг) 1800
Резьбонакатный станок, модель FET-ME6R
Диаметр изделий (мм) 3-6
Максимальная длина резьбы (мм)
75 Максимальная производительность (штук/мин)
100-130
Мощность двигателя (кВт)
5,5
Габаритные размеры (мм)
2200*1200*1700
Вес (кг)
1800
-
Фото
Холодновысадочный станок
Резьбонакатный станок и готовые изделия
Примеры плашек
-
Видео
youtube.com/embed/ND-ZlFIzJ1Y?autohide=1&controls=1&showinfo=0″>
-
Как заказать
За подробной информацией, пожалуйста, обращайтесь к нашим специалистам любым удобным для вас способом:
____________________________
* Информацию о процедуре приобретения оборудования Вы найдёте, перейдя сюда — Порядок работы
* Ознакомиться с образцами документов для приобретения и прочей полезной информацией вы можете здесь — Информация для клиента
* Просмотреть отзывы наших партнёров и оставить свой, Вы можете, перейдя в раздел — Отзывы
* Наши дилерские сертификаты, а также фотоотчёт нашей деятельности, представлены здесь — Фотогалерея
Оборудование и станки для производства саморезов
Крепёжное изделие, которое при соединении двух разнородных материалов, способно в одном из них нарезать резьбу называется саморезом.
Отсутствие необходимости просверливания отверстия под элемент соединения, обуславливает широкое применение таких крепежей во многих отраслях народного хозяйства (промышленное и гражданское строительство, производство бытовой техники, машиностроение).
Ассортимент продукции
В России производство металлических изделий (метизов) в основном освоено на базе крупных предприятий по металлообработке, но наладить выпуск качественной продукции можно и основываясь на небольшие цеха. Рентабельность таких предприятий напрямую зависит от качества и ассортимента метизов. Выпускаемые крепления могут быть самых разных видов:
- Кровельные.
- Для деревянных изделий.
- Для соединения металлических частей.
- Для гипсового картона.
- Создания сэндвич панелей.
- Крепления и производства оконных профилей.
- Универсального применения.
- С прессованной шайбой.
- Типа «клоп».
Ограничиваться только выпуском одного вида продукции — совершенно непрактично. Поэтому, чтобы удовлетворить запросы и потребности строительного рынка, желательно освоить производство нескольких видов одновременно, благо, оборудования для производства саморезов выпускается большое количество.
Поэтому, чтобы удовлетворить запросы и потребности строительного рынка, желательно освоить производство нескольких видов одновременно, благо, оборудования для производства саморезов выпускается большое количество.
Технология производства саморезов
Всю технологию производства металлического крепежа можно разделить на несколько ключевых операций:
- Стальная проволока, выступающая в качестве основного сырья для производства саморезов, подаётся на автоматически управляемый станок, где происходит формирование промежуточного полуфабриката. Сразу же прессуется шляпка будущего металлического самореза, посредством холодновысадочного процесса.
- Далее, заготовка по ленте конвейерного типа подаётся в станок, где, с помощью виброзахватывающего механизма направляется на образование резьбы в специальном станке.
- Следующим этапом происходит термообработка заготовки, с последующим удалением крупных включений и мойкой метиза.
- Следующей операцией будет химическая обработка, которая проводится с целью нанесения на металлическую основу защитного антикоррозийного покрытия.
- Затем происходит окончательная сушка готового крепежа.
- Заканчивается технологический процесс проверкой качественного соответствия детали и упаковкой её.
Как видно, весь технологический процесс разбит на несколько разнохарактерных этапов, поэтому для производства самореза потребуется наличие многофункциональных станков.
Станки для изготовления саморезов
Процесс производства саморезов происходит на нескольких станках, различной функциональной направленности. В состав такой небольшой производственной линии входят:
- Оборудование холодновысадочное. Условно такое оборудование можно разделить на две группы: с защитным кожухом и полузащитным кожухом. Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
- Станок — резьбонакатной. Имеет возможность обеспечить изготовление резьбы на изделие, посредством сменной плоской плашки. В зависимости от модели станка, можно варьировать шаг резьбовой нарезки.
- Печь терм закалочная. Применение её необходимо для проведения закаливания поверхности изделия до прочности не менее 55 единиц по шкале Бринелля. В такой печи происходит нагревание заготовки до температуры 1 тыс℃, с последующим отпуском металла, через одну минуту, и охлаждением его в специальной закалочной среде.
- Гальваническая линия. Используется для создания на поверхности защитного антикоррозийного покрытия, которое придаёт способность использования саморезов в различных влажных средах. Покрытие может наноситься процессом фосфатирования, оксидирования и нанесением цинка. Конструктивно такая линия имеет несколько ванн, где происходят электрохимические реакции по нанесению защитного слоя.
- Центрифуга. С помощью такой установки осуществляется сушка горячим воздушным потоком готовых изделий, после проведения операции мойки от остатков химических веществ и гальванических процессов.
 Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
Принцип работы оборудования
Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Ширина сырья будет определять исходные размеры изделия. Попадая в автомат, проволока разрезается на отдельные куски, после чего на этом же станке происходит штамповка головки самореза.
Следующим этапом будет подача изделия в аппарат для нарезания резьбы. Причём длина будущего готового изделия определяется ещё до подачи детали в этот станок.
Следующим этапом будет проводиться термическая обработка детали, посредством помещения её в специальную закалочную печь.
Заключительным этапом будет производиться мойка готовых деталей и антикоррозийная обработка. В итоге на выходе получается готовая крепёжная деталь, в зависимости от оборудования.
Проволока для производства саморезов
Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
По ряду технических особенностей, проволока, поставляемая в бобинах, более предпочтительна для изготовления крепёжных изделий. При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда).
На практике доказано, что изготовление металлических крепёжных изделий — бизнес выгодный и высокорентабельный. И если имеются надёжные покупатели ваших изделий, выручка может быть очень высокой.
Наиболее качественными и высокотехнологичными считаются станки для изготовления саморезов китайских и тайваньских фирм. Их оборудование отличается и дешёвой ценовой характеристикой.
Российские цены на застежки выросли на 15% -40%
Цены на крепеж в России выросли на 15% -40%
Несколько крупных российских торговцев крепежными изделиями объявили о повышении цен на 15-40% с июля 2008 года, сообщает журнал «Крепеж, клеи, инструменты и…».
Цены торговых посредников были обусловлены повышением цен со стороны российских производителей крепежных изделий, которые, в свою очередь, объяснили необходимость своих действий увеличением стоимости сырья во всем мире, на которое приходится значительная доля производственных затрат.
«Северсталь-Метиз» повысила цены на болты с 12 до 17% и гайки на 15%. ММК-Метиз увеличил количество болтов и гаек на 7%.
Ассоциация производителей оборудования «Росметиз» в начале августа объявила на своем сайте, что крупнейшие российские производители метизов ММК-Метиз и «Северсталь-Метиз» подняли цены в результате общей тенденции роста затрат в металлургии.
Речицкий метизный завод заменит деревянные ящики для упаковки крепежа ящиками из гофрокартона, заполняемыми на автоматических линиях.Новые образцы упаковки были испытаны в мае, и новый метод будет применяться для 500 тонн крепежа к концу 2008 года и увеличится в 4 раза в 2009 году. Речицкий метизный также модернизирует свой крепежный цех и строит вторую линию по производству крепежных изделий. — саморезы с упаковочными автоматами… Группа ГАЗ модернизирует крепеж, используемый в моделях ГАЗель и Валдай. Специалисты Объединенного инженерного центра и технологи сборки будут использовать современные крепления, используемые на мировом автомобильном рынке.Эти замены позволят исключить использование пружинных шайб, плоских шайб и других вспомогательных крепежных элементов в резьбовых соединениях. Это изменение поможет сократить ассортимент крепежа, снизить производственные затраты, повысить безопасность соединений и повысить качество и эффективность сборки … 3M Россия объявила о стратегии утроения продаж до 2012 года. В течение последних трех лет рост составлял 35% ежегодно. 3M будет использовать местное производство и расширится на другие регионы. Первым приоритетом компании являются промышленные рынки, на которые приходится 50% продаж 3M.Продукция включает клеи, абразивные материалы, средства индивидуальной защиты, фильтры, полимерные добавки… «Северсталь-Метиз» приобрела итальянского производителя специальной проволоки Redaelli Tecna SPA. «Северсталь-Метиз» получает возможности для распространения по всему миру… ОАО «Северсталь» приобрело WCI Steel из Уоррена за 140 млн долларов США. WCI Steel будет называться Severstal Warren Inc.… Калининградская Балтийская металлургическая компания расширяет ассортимент своей продукции за счет анкерных болтов. Baltic приобрела немецкий резьбонарезной станок… MMK-Metiz EMS рекомендован для экологической сертификации по стандарту ISO 14001: 2004, а Магнитогорский металлургический комбинат сообщил о росте выручки в первом полугодии 2008 года на 41% до 5 долларов США.65 миллиардов. Веб: fastinfo.ru �2008 FastenerNews.com
Самосверлящие винты | Поставщик самонарезающих винтов с шестигранной головкой
Поставщик самонарезающих винтов с шестигранной головкой в Индии
Ramesh Steel Corporation была основана в 1983 году г-ном Рамешем Д. Джайном, известным в сталелитейной промышленности, корпорация Ramesh Steel известна как специалист по производству стальных крепежных элементов, крепежных элементов из дуплексной стали, крепежных элементов из нержавеющей стали, самосверлящих винтов, болтов, Гайки, винты и шайбы уже более 3-х десятилетий.Рамеш Д. Джайн имеет более чем 35-летний опыт производства крепежных деталей по индивидуальному заказу. В зависимости от требований наших клиентов из Саудовской Аравии, Кувейта, Турции, Объединенных Арабских Эмиратов, Омана, Египта, Индонезии, Малайзии, Сингапура, Таиланда, Шри-Ланки. Ланка, Россия, Западная Африка и Латинская Америка
Проверить размеры и вес самонарезающих винтов из нержавеющей стали
Ramesh Steel Corporation мы поддерживаем нашу продукцию, команда наших опытных инженеров, мы стремимся к выполнению сложных и строго определенных требований, мы производим крепежные детали на основе сложных чертежей, где многие компании отказались производить то же самое для наших клиентов из-за их сложности и требования специальных марок, Ramesh Steel Corporation находится в центре города Мумбаи, Индия, Ramesh Steel Corporation сыграла жизненно важную роль в развитии дуплексных стальных крепежных деталей, крепежных элементов из нержавеющей стали, самосверлящих винтов, болтов и гаек, винтов и шайб, мы Производство крепежных деталей из различных металлов и марок, таких как никель 200/201, монель 400 / K500, инконель 600, инконель 625, инконель 800, инконель 825, хастеллой C22 / C276, сплав 20, титан, дуплекс и супердуплекс в виде самосверлящих винтов болты, гайки, винты, шайбы и т. д.
Самосверлящие винты
Самосверлящие шурупы из нержавеющей сталипредназначены для ввинчивания в листовой материал различного типа и толщины, включая низкоуглеродистую сталь 2 мм. Самосверлящие шурупы BZP можно использовать для обработки листов из мягкой стали толщиной до 3 мм. Они предназначены для сверления и нарезания резьбы в собственном отверстии и поэтому не требуют пилотного отверстия.
- Каждая таблица креплений сопровождается фотографией продукта и перечисляет материалы и диаметры резьбы, доступные для каждой из них.
- Выберите требуемый материал, чтобы выделить доступные диаметры резьбы. Страница загружается с предварительно выбранным A2 из нержавеющей стали.
- Щелкните желаемый диаметр, чтобы отобразить страницу со списком длин, доступных в этом размере, из которых элементы могут быть добавлены в ваш заказ.
|
|
|
Самосверлящие винты с шестигранной головкой (DIN 7504K)A2 Нерж.6 самонарезающих винтов с шестигранной головкой (DIN 7504K)На этой странице отображается доступная длина самонарезающих винтов с шестигранной головкой A2 № 6 (DIN 7504K). Технические характеристики
|
A2 Самосверлящие винты с шестигранной головкой из нержавеющей стали No 8 (DIN 7504K)На этой странице отображается доступная длина для A2 No.8 саморезов с шестигранной головкой (DIN 7504K). Технические характеристики
|
A2 Самосверлящие винты с шестигранной головкой из нержавеющей стали No 10 (DIN 7504K)На этой странице отображается длина, доступная для самонарезающих винтов с шестигранной головкой A2 № 10 (DIN 7504K). Технические характеристики
|
A2 Самосверлящие винты с шестигранной головкой из нержавеющей стали № 12 (DIN 7504K)На этой странице отображается доступная длина для A2 No.12 саморезов с шестигранной головкой (DIN 7504K). Технические характеристики
|
A2 Нерж.14 саморезов с шестигранной головкой (DIN 7504K)На этой странице отображается доступная длина самонарезающих винтов с шестигранной головкой A2 №14 (DIN 7504K). Технические характеристики
|
Болты из легированной стали
- Самосверлящие винты 4.8 x 16 мм
- Саморезы 5,5 x 90 мм
- Самосверлящие винты 6,3 x 32 мм
- Саморезы 5,5 x 55 мм
- Самосверлящие винты 5,5 x 32 x 1,89 мм
- Саморезы 5,5 x 38 x 3,2 мм
- Самосверлящие винты 5,5 x 38 x 2,13 мм
- Самосверлящие винты 6,3 x 55 мм
- Самосверлящие винты 6.3 x 75 мм
- Саморезы 5,5 x 32 x 2,94 мм
- Саморез 5,5 x 45 мм
- Самосверлящие винты 6,3 x 120 мм
- Саморезы 5,5 x 120 мм
- Самосверлящие винты 6,3 x 25 мм
- Самосверлящие винты 6,3 x 90 мм
- Самосверлящие винты 5,5 x 75 мм
- Самосверлящие винты 5.5 x 25 мм
- Самосверлящие винты 5,5 x 22 мм
Самосверлящие винты Размеры
| Калибр | Метрическая система |
|---|---|
| № 2 | 2,2 мм |
| № 4 | 2.9 мм |
| № 6 | 3,5 мм |
| № 7 | 3,9 мм |
| № 8 | 4,2 мм |
| № 10 | 4,8 мм |
| № 12 | 5.5 мм |
| № 14 | 6,3 мм |
| Номинал Размер или базовый Диаметр винта | Резьба За Дюйм | т | т | п. | |||
| Большой диаметр | Малый диаметр | Выступ Пособие | |||||
| Макс. | Мин. | Макс. | Мин. | # 2 Pt. | # 3 Pt | ||
| 20 | 0,139 | 0,135 | 0.104 | 0,099 | 0,190 | – | |
| 18 | 0,166 | 0,161 | 0,122 | 0,116 | 0,211 | – | |
| 16 | 0.189 | 0,183 | 0,141 | 0,135 | 0,235 | 0,300 | |
| 14 | 0,215 | 0,209 | 0,164 | 0,157 | – | 0.353 | |
| 14 | 0,246 | 0,240 | 0,192 | 0,185 | – | 0,393 | |
Самосверлящие винты Цена
Цена: от 0 долларов США.001 — 2 штуки
Выбор крепежа для тонкостенных швов
Болты и крепежные винты
Гайки, болты и крепежные винты являются наиболее распространенными крепежными изделиями, используемыми для тонких соединений, несмотря на постоянное развитие других типов крепежных изделий. Одна из причин их популярности в том, что они бывают самых разных типов и размеров. В продаже имеется более 500 000 стандартных версий, а также бесчисленное количество индивидуальных и специальных версий.
Болты и крепежные винты также являются основным выбором для соединений, требующих последующей разборки и повторной сборки. Этому требованию соответствуют другие типы креплений, включая пружинные зажимы, но они не обеспечивают такой же прочности конструкции.
Резьбовые соединения действительно ослабляются после сборки, особенно при сильных вибрациях. Крепежи с намеренно деформированной резьбой борются с таким расшатыванием, но они стоят немного дороже стандартных крепежей и значительно увеличивают время установки.Самоблокирующаяся резьба на крепежных деталях больше не самоблокирующаяся, если крепежные детали используются повторно.
Для данного размера крепежа прочность соединения на сдвиг является наивысшей для болтов и крепежных винтов и последовательно ниже для самонарезающих винтов, обычных заклепок и глухих заклепок. Однако даже при использовании глухих заклепок соединительный материал обычно выходит из строя раньше, чем крепеж.
Сборка болтов и гаек выполняется относительно медленно, даже когда рабочие используют электроинструменты. В некоторых случаях время сборки можно сократить, используя вставные крепежные детали вместо обычных гаек.Толкатели также предотвращают расшатывание; однако они ограничены относительно небольшими растягивающими нагрузками.
Возможно, наиболее серьезным ограничением гаек и болтов является необходимость доступа к задней части соединения при использовании гайки. Это ограничение не распространяется на крепежные винты, которые входят в зацепление с резьбой в соединительных элементах, но на соединениях тоньше 1/8 дюйма. может не обеспечить достаточного резьбового зацепления для правильного удержания крепежного винта.
Для некоторых приложений резьбовые вставки решают проблемы доступа и зацепления резьбы.Некоторые вставки привариваются к основному компоненту, но это трудоемкий метод, а нагрев может деформировать детали и повредить отделку. Лучшей альтернативой сварке является установка самозажимных вставок, чаще всего в виде гаек, запрессованных в отверстия подходящего размера. Такие вставки также доступны в виде стоек и шпилек. Типичная самозакручивающаяся гайка, обеспечивающая диаметр 1/4 дюйма. резьба от 1/16 до 1/8 дюйма холоднокатаная сталь имеет прочность на выталкивание 600 фунтов и крутящий момент 160 фунтов на дюйм.
Саморезы
Есть две широкие категории саморезов: резьбонарезные и резьбонарезные. Оба образуют свою собственную резьбу, когда вставляются в предварительно сформированные отверстия надлежащего размера. Некоторые прокалывают или просверливают собственные отверстия, исключая отдельную операцию формирования отверстий, а некоторые имеют встроенные шайбы для добавления дополнительных опорных или уплотнительных поверхностей.
Саморезы подходят для широкого диапазона материалов и толщины. Они работают с листовым металлом, конструкционной сталью, латунью, бронзой, цинком, алюминием, полиамидами, поликарбонатами и деревом толщиной от 0.От 02 до 0,50 дюйма
Саморезы данного размера стоят меньше, чем гайки и болты или крепежные винты, но больше, чем обычные и глухие заклепки. Саморезы можно установить вручную или с помощью электроинструмента. Однако установка требует много времени, особенно когда твердые материалы, такие как нержавеющая сталь, требуют высоких крутящих моментов.
Может быть трудно поддерживать постоянный крутящий момент от самонарезающего винта до самонарезающего винта из-за различий в прочности и толщине материала.Эти колебания крутящего момента приводят к тому, что винты имеют широкий диапазон прочности. Кроме того, перетягивание может привести к обрыву самоформованной резьбы, особенно в мягких материалах, таких как алюминий и пластик, или в соединениях менее 0,04 дюйма. толстый. Зачищенная резьба, обычная для воздуховодов, тратит время и требует запасных винтов большого размера.
Саморезы не требуют доступа к задней стороне соединения, но в соединениях до 0,06 дюйма. толщиной, винт должен выступать на 3/8 — 5/8 дюйма.за пределами задней части соединения, чтобы обеспечить приемлемую прочность крепления. В некоторых случаях из-за нехватки места для резервного копирования исключается использование самонарезающих винтов в качестве варианта крепления.
Некоторые саморезы используют самозакручивающееся действие для предотвращения ослабления из-за вибрации. Однако ослабление крепления может быть проблемой для металла толщиной 16 (0,0579 дюйма) и тоньше.
Обычные заклепки
Обычные заклепки, такие как гайки и болты, доступны в большом количестве стандартных типов, размеров и материалов.Варианты включают сплошные, трубчатые, полутрубчатые, раздвоенные и двухкомпонентные заклепки. Двухсекционные версии устанавливаются там, где цельные заклепки могут расколоться, потрескаться или расколоть такие материалы, как дерево и пластик. Инструменты и машины для настройки обычных рек варьируются от простых ручных инструментов до современных, полностью автоматизированных роботов.
Заклепки обладают отличной вибростойкостью. К сожалению, это затрудняет разборку и повторную сборку.
Возможно, основным ограничением обычных заклепок является то, что задняя часть соединения должна быть доступна для расклинивания во время установки.Во многих случаях такой доступ достигается только путем сверления отверстия для доступа.
Заклепки глухие
Есть два типа глухих заклепок: вытяжная шпилька и шплинт. Оба типа бывают самых разных размеров, материалов и вариаций.
Заклепки с вытяжным стержнем могут иметь полые сердечники, сплошные сердечники с открытыми концами или паронепроницаемые сплошные сердечники с закрытыми концами. Для данной длины заклепки у них есть широкий диапазон захвата (толщина материала, который они могут закрепить). Инженеры могут выбирать из длинного списка материалов для заклепок и оправок.
Заклепки с приводным штифтом имеют выступ, выступающий из головки. Рабочие устанавливают их, забивая штифт молотком, прижимая стержень к глухой стороне соединения. Для установки не требуются специальные инструменты, но материалы должны быть достаточно жесткими, чтобы выдерживать удары молотка.
Оба типа глухих заклепок можно легко установить за пять секунд или меньше, при этом нет необходимости в доступе к задней части соединения. Инструменты для установки относительно просты и недороги.
Глухие заклепки не так прочны, как гайки и болты.Однако они обладают достаточной прочностью для тонких соединений и лучше противостоят вибрациям, чем саморезы, гайки и болты.
Вытяжные заклепки можно устанавливать в глухие отверстия в фанере, композитной плите и некоторых пластмассах. Ограничивающим критерием является способность материала выдерживать расширение заклепки без разрушения. При сквозном креплении глухие заклепки требуют минимального дополнительного пространства. Для 1/8 дюйма требуется около 0,15 дюйма. диаметр заклепки, для меньших размеров меньше. Глухие заклепки затрудняют разборку.Однако некоторые типы легко высверлить и заменить.
Выбор правильного крепежа
Не существует простых правил для определения лучшего крепежа для данного тонкостенного применения. Но ответы на следующие восемь вопросов могут дать дизайнерам веские основания для правильного решения.
- Будет ли соединение когда-либо разобрано и собрано для обслуживания или доступа к другим частям после первоначальной сборки? Если это так, то почти наверняка лучшим выбором будут саморезы или гайки и болты.
- Будет ли шарнир подвергаться ударам или вибрации? В таком случае, вероятно, потребуются обычные или слепые реки, а саморезы не нужны.
- Какая сила нужна? Гайки и болты обеспечивают максимальную прочность на растяжение и сдвиг, за которыми следуют в порядке уменьшения прочности обычные заклепки, саморезы и глухие заклепки. Гайки и болты также лучше всего сопротивляются скручиванию. Если соединительный материал тонкий или мягкий и требуется сопротивление расшатыванию, следует использовать глухие заклепки.
- Можно ли доставить детали шарнира на сборочную машину или нужно использовать инструмент для работы? Если инструменты нужны для работы, заклепки для заглушек, вероятно, лучший выбор.
- Доступна ли обратная сторона шарнира? В таком случае можно использовать обычные заклепки, гайки и болты. В противном случае следует использовать глухие заклепки или саморезы. И как далеко отверстие под крепеж от края стыка? Расстояния от 6 до 12 дюймов, вероятно, исключают использование обычных клепальных машин.
- Если приложение требует глухой застежки, сколько места для резервного копирования доступно? Менее 0,225 дюйма пространства требует глухой заклепки; больше места позволяет использовать саморезы.
- Могут ли какие-либо из возможных крепежных элементов иметь особенности, которые могут быть важны для применения? Например, некоторые глухие заклепки и винты являются самоуплотняющимися, а большинство заклепок можно предварительно обработать, чтобы они сочетались с цветами швов.
- Если все остальные факторы равны, какой крепеж дает наименьшую стоимость на месте? В некоторых случаях решение простое.Например, если требуется второй рабочий, который откручивает обычную заклепку сзади, то установка глухой заклепки будет стоить меньше. Другие приложения требовали глубокого анализа. Например, капитальные вложения, необходимые для установки автоматической клепальной машины, могут быть неоправданными для малых тиражей.
НЛМК Металлургия расширяет производственные мощности по производству крепежа
НЛМК Металлоизделия, ведущий производитель крепежа в России, запустил новую производственную линию мощностью 3 400 тонн саморезов в год.Запуск нового производства позволит Компании расширить свое присутствие на российском рынке крепежа, прежде всего за счет импортозамещения.
НЛМК «Металлоизделия» производит саморезы для крепления дерева, металла и гипсокартона с 2005 года на своей производственной линии мощностью 6500 тонн. Вторая производственная линия позволит компании увеличить выпуск крепежа на 50%.
О Группе НЛМК
Группа НЛМК — крупнейший производитель стали в России и один из самых эффективных в мире.
Металлопродукция Группы НЛМК используется в различных отраслях промышленности: от строительства и машиностроения до производства энергетического оборудования и морских ветроэнергетических установок.
НЛМК имеет производственные мощности в России, Европе и США. Производственные мощности компании превышают 17 миллионов тонн стали в год.
У НЛМК очень конкурентоспособные денежные затраты среди мировых производителей и один из самых высоких уровней рентабельности в отрасли.По итогам 12 месяцев 2018 года выручка компании составила 12 млрд долларов США, показатель EBITDA — 3,6 млрд долларов США. Чистый долг / EBITDA составил 0,25х. Компания имеет кредитные рейтинги инвестиционного уровня от S&P, Moody’s, Fitch и RAEX (Эксперт РА).
Обыкновенные акции НЛМК с 19% акций в свободном обращении торгуются на Московской фондовой бирже (тикер «НЛМК»), а его глобальные депозитарные акции торгуются на Лондонской фондовой бирже (тикер «NLMK: LI»). Уставный капитал Компании разделен на 5 993 227 240 акций номинальной стоимостью 1 рубль.
Подробнее об акционерном капитале НЛМК можно узнать по ссылке.
Фотографии и корпоративные видеоролики Группы НЛМК можно найти в нашей медиатеке.
О компании Метизы НЛМК
НЛМК Металлургия входит в состав Сортового дивизиона Группы НЛМК в России. Он специализируется на производстве проволоки и крепежа. НЛМК Металлоизделия — ведущий производитель металлоизделий с низким содержанием углерода в России. Завод расположен в г. Березовский (Свердловская область).
Дополнительную информацию о метизных изделиях НЛМК можно найти на сайте https://metiz.nlmk.com/en/
Онлайн-конвертеры и калькуляторы для крепежа
Вычислители и преобразователи Bossard предназначены для инженеров, техников, конструкторов и студентов, занимающихся разработкой и сборкой болтовых соединений.
Онлайн-конвертеры
«Онлайн-преобразователи» Bossard используются для преобразования различных единиц измерения, таких как длина, твердость, давление и т. Д.Конвертеры разделены на тематические области, чтобы обеспечить наиболее эффективный выбор.
Онлайн калькуляторы для проектирования / производства
Калькуляторы Bossard для проектирования / производства используются для определения размеров и применения в технологии соединения.
Онлайн-калькуляторы для технического проектирования
Калькуляторы для проектированияBossard используются для расчета размеров и проектирования в технологии соединения.
Приложения для мобильных устройств
Калькуляторы и конвертеры Bossard Online доступны в виде удобного приложения.Вы всегда остаетесь мобильными. Для получения дополнительной информации посетите App Store.
Магазин приложений iOS
Google Play Маркет
Это приложение содержит следующие инструменты:
- Преобразователи : преобразователь длины, преобразователь крутящего момента, преобразователь давления, преобразователь силы, преобразователь крепежных элементов в метрические и британские единицы, преобразователь твердости
- Геометрические калькуляторы: Размер отверстия для нарезки резьбы, конструкция пилотного отверстия для самонарезающих винтов, конструкция пилотного отверстия для винтов Ecosyn®-plast, допуски для валов и отверстий
- Механические калькуляторы : Расчет размера болта и класса прочности, калькулятор дисковой пружины, калькулятор экономии, калькулятор длины зацепления резьбы, крутящий момент и предварительный натяг с коэффициентом гайки (британская система), крутящий момент и предварительный натяг с коэффициентом гайки и точностью инструмента (британская система) ), Крутящий момент и предварительный натяг с гаечным фактором и точностью инструмента (метрические), крутящий момент и предварительный натяг с разбросом трения, крутящий момент и предварительный натяг для индивидуальной геометрии и материала, калькулятор крутящего момента и предварительного натяга
Заявление об ограничении ответственности
Инженерные калькуляторы можно использовать бесплатно в соответствии с условиями, изложенными в разделе «Выходные данные».Калькуляторы облегчат и поддержат вас при разработке продуктов. Результаты зависят от ваших предположений. Мы не гарантируем их точность или применимость к вашим обстоятельствам. Для получения подробной инженерной консультации свяжитесь с нами.
Производители титановых винтов и экспортеры винтов из титанового сплава
Мы являемся экспертами по экспорту винтов из сплава Ti по всему миру.
Мы экспортируем винты из сплава Ti по всему миру, например, в Йемене, Тибете, Эстонии, Бахрейне, Намибии, Перу, Вьетнаме, Кувейте, Мексике, Украине, Финляндии, Китае, Мексике, Сингапуре , Аргентина, Греция, Ирландия, Бразилия, Бельгия, Италия, Румыния, Габон, Ирак, Монголия, Марокко, Коста-Рика, Австрия, Индия, Ливия, Таиланд, Дания, Филиппины, Ливан, Польша, Египет, Эквадор, Иран, Швеция, Иордания, Турция, Россия, Венгрия, Австралия, Норвегия, Бангладеш, Тайвань, Боливия, Казахстан, Болгария, Новая Зеландия, Шри-Ланка, Саудовская Аравия, Колумбия, Великобритания, Нигерия, Индонезия, Германия, Оман, Макао, Литва, Зимбабве, Пуэрто-Рико, Чешская Республика, Кения, США, Канада, Гамбия, Нигерия, Словакия, Пакистан, Бутан, Гана, Алжир, Польша, Швейцария, Израиль, Чили, Чили, Венесуэла, Франция, Малайзия, Южная Корея, Гонконг, Япония , Испания, Азербайджан, Тринидад и Тобаго, Тунис, Беларусь, Южная Африка, Катар, Хорватия, Нидерланды ds, Иран, Непал, Португалия, Афганистан, Объединенные Арабские Эмираты, Ангола, Сербия.
Мы поставщик титановых винтов в Индии
Мы являемся поставщиком титановых винтов в Индии, таких как Каракас, Доха, Карачи, Эр-Рияд, Каир, Секундерабад, Чиода, Порт-оф-Спейн, Хайдарабад, Вунг Тау, Мумбаи, Лагос, Хошимин, Гранада, Абердин, Нашик, Джайпур, Гургаон, Ла Виктория, Лахор, Петалинг-Джая, Сантьяго, Эдмонтон, Джамшедпур, Сурат, Рио-де-Жанейро, Мельбурн, Вишакхапатнам, Анкара, Ранчи, Чандигарджа, Манама, Манама, , Нью-Дели, Ховра, Кувейт, Индор, Нагпур, Нави Мумбаи, Ульсан, Москва, Бхопал, Алжир, Мехико, Гонконг, Сидней, Лондон, Пуна, Лос-Анджелес, Пимпри-Чинчвад, Тегеран, Вадодара, Калькутта, Раджкот , Лудхиана, Аль-Хобар, Курбевуа, Куала-Лумпур, Калгари, Бангалор, Ахваз, Тируванантапурам, Сеул, Маскат, Эрнакулам, Тане, Даммам, Нью-Йорк, Богота, Джакарта, Стамбул, Ченнаи, Кодже-си, Ханой, Гай Ахмадабад, Барода, Коломбо, Эль-Джубайль, Бангкок, Дубай, Хьюстон, Канпур, Нойда, Торонто, Фаридабад, Брисбен, Джидда, Абу Даби, Перт, Пусан, Монреаль, Мадрид, Харьяна, Атырау, Сингапур, Даллас, Коимбатур, Милан.
История ранних и современных шурупов и отверток
Винт — это любой вал, на поверхности которого образована канавка в виде штопора. Винты используются для скрепления двух предметов между собой. Отвертка — это инструмент для заворачивания (заворачивания) шурупов; у отверток есть наконечник, который входит в головку винта.
Ранние винты
Примерно в первом веке нашей эры инструменты в форме винтов стали обычным явлением, однако историки не знают, кто изобрел их первым.Ранние винты были сделаны из дерева и использовались в прессах для вина, оливкового масла и для глажки одежды. Металлические винты и гайки, используемые для скрепления двух предметов, впервые появились в пятнадцатом веке.
В 1770 году английский инструментальщик Джесси Рамсден (1735–1800) изобрел первый удовлетворительный токарно-винторезный станок, который впоследствии вдохновил других изобретателей. В 1797 году англичанин Генри Модслей (1771–1831) изобрел большой токарно-винторезный станок, который позволил массово производить винты точного размера.В 1798 году американский машинист Дэвид Уилкинсон (1771–1652) также изобрел оборудование для массового производства металлических винтов с резьбой.
Винт Робертсона
В 1908 году винты с квадратной головкой были изобретены канадцем П. Л. Робертсоном (1879–1951), за 28 лет до того, как Генри Филлипс запатентовал свои винты с крестообразной головкой, которые также являются винтами с квадратной головкой. Винт Робертсона считается «первым крепежным элементом с выемкой, практичным для промышленного использования». Конструкция стала североамериканским стандартом, как опубликовано в «Сборнике стандартов на крепежные изделия» Института промышленных креплений.«Головка винта с квадратным приводом — это усовершенствование по сравнению с головкой со шлицем, потому что отвертка не выскользнет из головки винта во время установки. Автомобиль Model T начала 20 века, сделанный Ford Motor Company (одним из первых клиентов Робертсона) использовал более семисот винтов Робертсона.
Винт с крестообразным шлицем и другие улучшения
В начале 1930-х годов винт с головкой Phillips был изобретен бизнесменом из Орегона Генри Филлипсом (1889–1958). Производители автомобилей теперь использовали линии сборки автомобилей.Им нужны были винты, которые выдерживали бы больший крутящий момент и обеспечивали более плотное крепление. Винт с головкой Phillips был совместим с автоматическими отвертками, используемыми на сборочной линии.
Шестигранный или шестигранный винт имеет шестигранное отверстие, повернутое шестигранным ключом. Шестигранный ключ (или шестигранный ключ) представляет собой токарный инструмент шестигранной формы (гаечный ключ), впервые был произведен Уильямом Г. Алленом из компании Allen Manufacturing Company в Коннектикуте; который запатентовал первый спорно.
В 1744 году была изобретена насадка с плоским лезвием для скоб плотника, предшественница первой простой отвертки.Ручные отвертки впервые появились после 1800 года.
Типы винтов
Было изобретено бесчисленное количество типов винтов для выполнения конкретных задач.
- Винт с головкой под ключ имеет выпуклую головку, обычно шестигранную, предназначенную для закручивания гаечным ключом или гаечным ключом.
- Шуруп по дереву имеет конический вал, позволяющий ему проникать в несверленную древесину.
- Крепежный винт имеет цилиндрический вал и вставляется в гайку или резьбовое отверстие, небольшой болт.
- Саморез имеет цилиндрический вал и острую резьбу, которая прорезает собственное отверстие, часто используется в листовом металле или пластике.
- Винт для гипсокартона — это специализированный саморез с цилиндрическим стержнем, нашедший применение далеко за пределами своего первоначального применения.
- Установочный винт вообще не имеет головки и предназначен для установки заподлицо с поверхностью заготовки или под ней.
- Двусторонний шуруп — шуруп для дерева с двумя заостренными концами и без головки.Используется для создания скрытых стыков между двумя деревянными кусками.
Формы головок винтов
- Круглая головка : диск со скошенной внешней кромкой
- Cheesehead : диск с цилиндрической внешней кромкой
- Потайная головка : коническая, с плоской внешней стороной и сужающейся внутренней поверхностью, позволяющей ему погружаться в материал, очень общий для шурупов по дереву
- Пуговица или Винт с полукруглой головкой : плоская внутренняя поверхность и полусферическая внешняя поверхность
- Зеркальная головка винта : потайная головка с резьбовым отверстием для установки отдельной вкручиваемой хромированной крышки; используется для крепления зеркал
Типы винтовых передач
Для ввинчивания шурупов в закрепляемый материал существует множество инструментов.Ручные инструменты, используемые для заворачивания винтов с шлицевой и крестовой головкой, называются отвертками. Электроинструмент, который выполняет ту же работу, — это отвертка. Ручной инструмент для заворачивания болтов с головкой под ключ и других типов называется гаечным ключом (используется в Великобритании) или гаечным ключом (используется в США).
- Винты с шлицевой головкой приводятся в движение отверткой с плоским лезвием .
- Винты с крестообразным шлицем или крестообразным шлицем имеют X-образный паз и приводятся в движение крестовой отверткой , первоначально разработанной в 1930-х годах для использования с механическими завинчивающими станками, специально изготовленными так, чтобы отвертка могла выскочить или выпустить под напряжением, чтобы предотвратить чрезмерное затягивание.
- Pozidriv — это улучшенный винт с крестообразным шлицем, у него есть собственная отвертка, похожая на крестовую, но с лучшим сопротивлением скольжению или выпадению.
- Шестигранные или шестигранные головки винтов имеют шестигранное отверстие и приводятся в действие шестигранным ключом , который иногда называют шестигранным ключом или электроинструментом с шестигранной битой.
- Robertson Винты с приводной головкой имеют квадратное отверстие и приводятся в действие специальной насадкой для электроинструмента или отверткой (это недорогая версия шестигранной головки для бытового использования).
- Винты с головкой Torx имеют шлицевое гнездо и получают отвертку со шлицевым валом.
- Дисковые головки Torx с защитой от взлома имеют выступ, предотвращающий вставку стандартного отвертки Torx.
- Tri-Wing Винты использовались Nintendo в своих Gameboys, и у них нет связанного с ними драйвера, что препятствует даже мелкому домашнему ремонту устройств.
Гайки
Гайки представляют собой металлические блоки квадратной, круглой или шестигранной формы с резьбой на внутренней стороне.